山西北方铜业有限公司垣曲冶炼厂,山西 垣曲,043700
摘要:圆盘浇铸机的平稳运行直接影响阳极板的质量,文章通过对圆盘浇铸机机械装置的改进,保证圆盘浇铸机的平稳运行,降低故障率,生产出质量合格的阳极板。
关键词:圆盘浇铸机;晃动;稳定性;结构
1引言
圆盘浇铸机是国内铜冶炼工艺中浇铸阳极板的主要设备,目前被国内大型铜冶炼企业普遍使用。与其他浇铸设备相比,圆盘浇铸具有自动化程度高、稳定性好、生产能力大、劳动强度低等诸多优点。山西北方铜业股份有限公司垣曲冶炼厂现有18模双圆盘浇铸机一台,浇铸能力为60-65t/h,阳极板重量精度控制在±1%以内,圆盘浇铸机运行的平稳与否,直接影响到阳极板质量。
2 圆盘晃动
精炼车间圆盘浇铸机的传动方式为中心定位、中心支撑、中心传动,具有结构简单、紧凑等优点,但在使用中容易产生圆盘晃动的情况,造成阳极板飞边毛刺较多、厚薄不均匀等现象,影响阳极板的质量。
2.1圆盘浇铸机传动方式
圆盘浇铸机的传动方式见图1,每个圆盘由两台伺服电机驱动,一台为主驱动,另一台为辅助驱动。伺服电机带动减速机工作,减速机下部的小齿轮带动圆盘中心支承的大齿圈旋转,悬挂在旋转中心上的辐射梁跟着转动。当电机停止工作时,旋转中心随即停止。为了增加浇铸机运行的平稳性,电机运行的速度曲线分别设置了启动加速段、匀速段和停止减速段。由于浇铸机没有制动装置,当传动机构之间出现较大间隙或突然启停时,由于惯性作用,大架容易产生晃动。

图1 圆盘浇铸机本体结构图
2.2晃动原因分析
经过对圆盘浇铸机的运行情况进行分析后发现,引起圆盘晃动的原因主要为传动系统的传动间隙。包括:(1)减速机底座地脚螺栓松动,地脚螺栓与预留螺栓孔存在间隙;(2)小齿轮与大齿圈的啮合间隙大;(3)齿轮润滑效果不佳。
2.3改进措施
针对传动系统的传动间隙,将地脚普通螺栓更换为铰制孔螺栓,减小螺栓与螺栓孔的间隙;在驱动装置安装座两侧和后部增加顶紧装置;调整小齿轮与大齿圈的啮合间隙。
优化中心驱动大齿圈润滑方式,在大齿轮内侧,加装一套小齿轮,小齿轮由大齿圈带动,在小齿轮的齿底部位开孔,通过轴与中心驱动干油润滑系统连接,由干油润滑系统给小齿轮加油,并在小齿轮的齿底部位开孔,大齿轮带动小齿轮转动,通过小齿轮的油孔向大齿轮的齿面加注润滑脂,此润滑方式可以将润滑脂均匀地加注至齿面上,连续的为齿面提供润滑脂,润滑效率高,可有效延长回转支承的使用寿命,并减轻了人员的劳动强度。
3 中间包联轴器
原有的膜片联轴器刚性强,启动扭矩大,虽然能补偿一定的轴向和径向偏移,但当偏移量较大时,不锈钢膜片容易损坏,经常对生产造成影响。
将膜片联轴器替换为梅花型联轴器,联轴器中间采用梅花型弹性体连接,缓冲能力强,可吸收一定程度的振动。且顺时针与逆时针回转特性完全相同,并能补偿更多的轴向和径向偏移,符合中间包的作业条件,对伺服电机和减速机能起到更好的保护作用。
4 顶针杆自动复位装置
由于长期处于高温环境,阳极模会产生一定的变形或裂纹,顶起装置落回后,存在顶针杆不能完全回位的现象,操作人员需要用大锤击打将顶针杆复位,而且阳极模周边温度高,位置狭窄,员工的工作环境差,劳动强度大。
为减轻员工的劳动强度,利用现有的条件进行改造,在喷涂一侧增加一套顶针杆自动复位装置(图2),压缩空气通过电磁换向阀将动力输出至气缸,气缸一端装有快速排气阀,可以使气缸迅速伸出,气缸伸出后,重锤在重力作用下,击打顶针杆,将顶针杆复位。并在气缸下方设有安全阀,与上方气缸联动,安全阀气缸收回时,上方气缸才能伸出,可以防止气缸意外动作砸伤人员和设备。
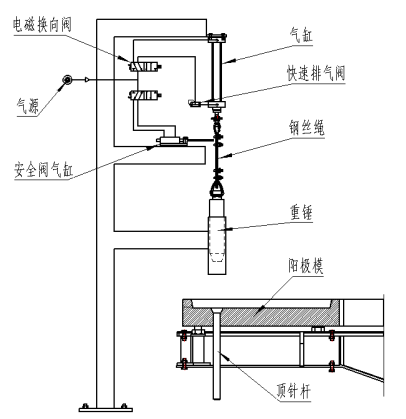
图2 顶针杆复位装置
5 阳极板传送链条支架的改进
阳极板传送装置是将取板机提取的阳极板经过水槽降温,并输送至水槽尾部举升装置处,将阳极板举起的装置,由电机减速机、链条、链条支架、链轮等装置组成。原来的链条支架与水槽的固定方式采用单列六条螺栓固定,由于有重心偏移,稳定性差,单列螺栓固定容易松动。长期使用,导致链条以及导轨偏磨严重,掉板现象时有发生。
将原来的单列固定方式改为双列螺栓固定,增强链条支架的稳定性。经长期实践表明,此固定方式稳定性良好,再无螺栓松动的现象发生,支架保持稳定,链条和导轨不再产生偏磨,不仅延长了使用寿命,而且不再产生掉板现象。
6 喷涂摆动架的驱动方式改进
喷涂系统是保证阳极板质量的关键设备,浇铸阳极板时,如果出现不喷或喷不均匀的现象,会直接导致阳极板脱不了模、断耳、飞边、厚薄不均匀等现象。喷涂系统的故障率对阳极板质量和阳极模的寿命都会产生不良影响。并且阳极模喷涂作业时会产生大量含有硫酸钡的高温蒸汽,环境恶劣,而原喷涂摆动架的驱动装置由电机、减速机和摆臂组成,结构复杂,对环境的要求高,故障率高,且维护保养困难。
将喷涂摆动架的驱动方式改为气缸驱动,气缸活塞通过鱼眼接头与摆动架相连,通过气缸的伸缩运动驱动摆动架的摆动,摆动架上的摆臂由套管组成,可以调节长短,从而调节阳极模喷涂位置。此驱动方式结构简单,消除了多个故障点,并且对环境的要求也不高,稳定性好,免维护,同时减轻了员工的劳动强度。
7 结语
结合我厂圆盘浇铸机的工况特点,对其存在的问题进行分析,提出有针对性的改造方案并实施,使其稳定性、可靠性得到提升,减轻人员的劳动强度,确保其浇铸出质量合格的阳极板。
参考文献
[1]王艳桢.圆盘浇铸机的运行状况分析及优化改进[J].矿冶工程,2010,(3):110-113.
[2]蒋晓敏,夏柳飞.圆盘浇铸机喷涂系统改进[J].铜业工程,2009,(1):41-43.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



