贵州航天电器股份有限公司
摘要:同步控制方式是指各项操作由统一的时序信号进行同时控制。基于此同步控制方式在此设计了采用可编程控制器(以下简称PLC)同时控制两伺服电机直线插补和圆弧插补压接粘贴导线标签纸的机构。本文将对机构的工作原理和控制部分进行介绍说明。
关键词:同步控制 直线插补 圆弧插补
1引言
线束,顾名思义就是由铜质材料冲制而成的接触件端子(连接器)与电线电缆压接后,外侧再加绝缘材料或外加金属壳体等,以线束捆扎形成连接电路的组件,被广泛应用大到飞机导弹宇宙飞船,小到通讯设备电子仪器仪表等。随着时代的发展,电子控制技术的普遍应用,电气元件越来越多,这也导致了线束使用到的线芯越来越多,越来越长,这时就需要对不同线芯做标记,以区分线芯的类型和对应的连接器编号。自动贴标签机构的出现实现了此功能。
贴标签机构,以标签纸压接粘贴方式的不同,分为滚轮式和压板式两种方式。滚轮式是一种由一对装有弹簧相对贴合并可微动张开的滚轮压着标签纸水平移动进行压接粘贴的控制方式;压板式是一种由一对能上下打开闭合并能水平移动的压板顺着水平中线沿着导线外侧进行同步运动压紧标签纸的控制方式。前者采用的是机械轴刚性连接方法实现,维护性比较差;后者采用PLC控制方式来实现同步控制,系统运行稳定,控制精度较高。此处将对压板式控制方式的工作原理和控制部分进行简单的说明。
2原理介绍
如图一所示为压板式截面原理图,其中圆形阴影为电缆导线截面图,导线垂直于水平中线固定不动。竖型长条为标签纸,紧贴着上下两块压板的一侧。上下两块为压接板,它们是由一对固定在开闭式电动夹爪的动力臂实现上下打开闭合的,压板的水平运动由水平伺服驱动。
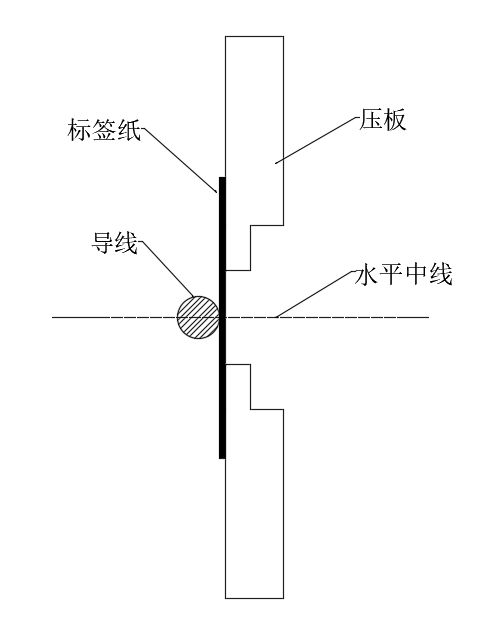
图一 压板式截面图
此处假定需要粘贴标签纸的导线外径为R,标签纸压完尾端预留长度为L,压板厚度为T,那么需要的标签纸长度则为πR+2L。
在不考虑标签纸厚度的条件下,首先下上两块压板打开,其间距为(πR/2)+2T,由送料机构将截好的长度为πR+2L的标签纸沿水平中线对称竖直放置压板左侧,如图一所示位置,打开压板内部真空吸,将标签纸紧紧吸附在其表面,压接粘贴流程开始。利用控制器直线插补功能,将压板向左侧水平移动R/2+T距离,同时两压板向内侧分别移动间距(πR/4)+T-R/2,总移动距离为(πR/2)+2T-R,此时两块压板右侧内角与导线上下AB点相切,间距R,如图二所示紧紧地贴在一起。利用控制器圆弧插补功能,将压板右侧内角沿着导线AB两点走圆弧移动至C点,如图三所示,这时压板内侧表面紧紧的压在一起,标签纸将会紧贴着包围导线一圈,释放真空吸。将压板沿着水平方向继续向左移L距离,标签纸尾端从压板内流出,如图四所示压接粘贴流程结束,一根完好的压好标签纸的导线流出。
由于用于粘贴的标签纸自身有一定的厚度t,若只按导线直径R计算压板的同步运动会出现压板拉断标签纸或拉坏导线的情况,在实际应用中不能忽略。因此这里需要将导线的直径外放一些宽度,将导线直径R加上标签纸的厚度t得到新的导线直径R’(下文的导线直径R都为R’)=R+t+误差范围(定位误差和测量误差),将这样放大的直径R’带入计算,重新压接粘贴标签纸时就没出现压板拉断标签纸或拉坏导线的情况。
压板式粘贴的优势在于采用PLC控制模组同步控制,这样会大大减少粘贴过程的时间,降低标签纸在移动过程中的抖动,实现快速准确的对标签纸闭合位置的定位,使标签纸粘贴的更加牢靠。由于最终压接粘贴完成时压板的间隙是可调的,因此标签纸的带胶面从两压板间隙穿过时不会产生多余的胶液堆积在压板压紧面上,免去了频繁清洗的麻烦。并且我们只需要修改变量表里面修正后的导线外径参数R和标签纸尾端长度L,就能实现不同直径导线的压接粘贴工作,对于小批量、多规格的电缆具有很强的适应性,方便、快捷。
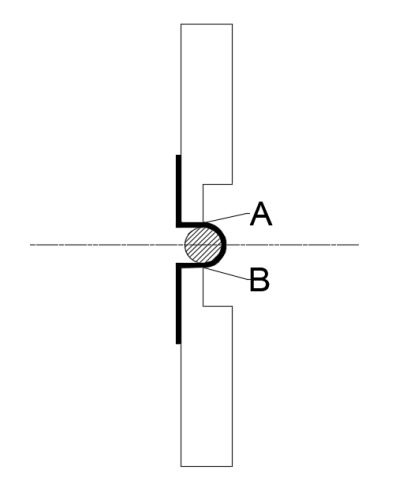
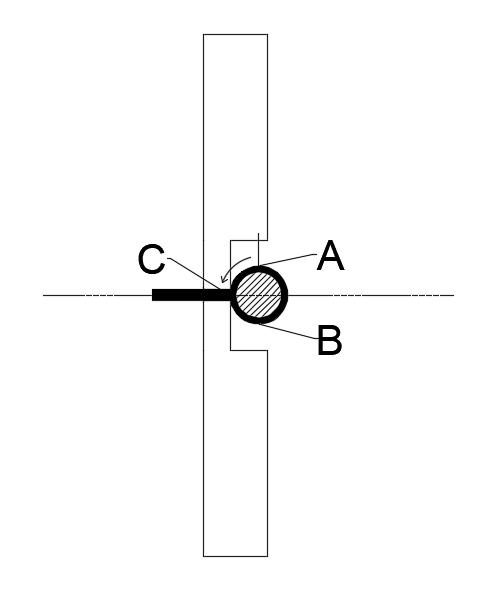

图二 直线插补 图三 圆弧插补 图四 压尾端
3控制介绍
3.1 硬软件选择
为实现压板同步粘贴标签的功能,在此会用到NX系列PLC。机器自动化控制器NX系列是一款兼顾机械控制必需的功能、高速性能和商用控制器所需的安全性、可靠性、维护性的新型控制器。可在高速EtherCAT上同步控制安全设备、视觉装置、运动机器、I/O 等输入输出设备。此处我们用到了轴组的直线插补和圆弧插补功能。直线插补使用PLC控制器中的两个轴,定位直线的起点和终点。圆弧插补使用PLC控制器中的两个或多个轴,在二维平面中绘制圆弧进行定位。
在有限空间下配套的选择了松下A6E系列伺服电机和驱动器。松下A6E系列电机具有体积小、响应快、稳定性高、维护保养要求低的特点,并支持NX系列EtherCAT通讯。
软件方面选择支持NX系列PLC编程的Sysmac Studio。Sysmac Studio软件指令库里提供支持直线插补和圆弧插补的指令,方便快捷。
3.2 软件设计
第一步,在Sysmac Studio软件里创建MC_Axis000(压板开闭轴)和MC_Axis001(压板水平轴)两个轴并建立轴组,然后在程序段中插入MC_GroupEnable指令。这样就建立了以压板开闭轴和压板水平轴为组合的轴组。
第二步,计算各位置的坐标。如图五所示红色带箭头线为标签纸粘贴轨迹。假定S点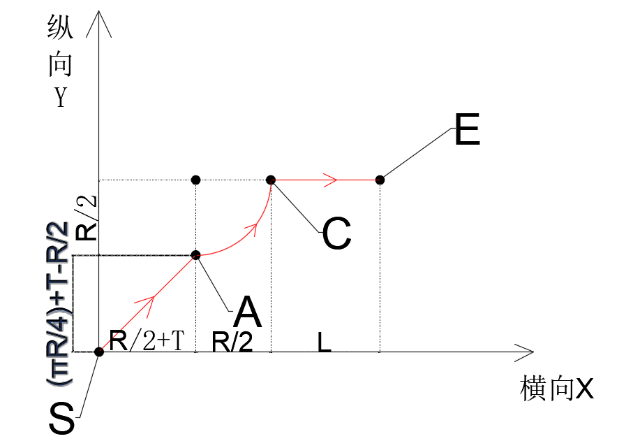
图五 运行轨迹
为起始位(0,0),S点到AB点为直线插补,压板开闭轴和压板水平轴分别沿向A运动方向移动R/2+T和(πR/4)+T距离。AB点为圆弧插补起始点,C点为圆弧插补结束点,压板水平轴沿向C方向做水平直线运动,压板开闭轴沿红色轨迹做圆弧运动。C点到E点位水平轴单独运动,E点为标签纸粘贴结束位,那么根据导线线径R,压板厚度T,标签纸尾端长度L,我们可以得到各个点的坐标:
S(0,0) A/B(R/2+T,(πR/4)+T-R/2)
C(R+T, (πR/4)+T) E(R+T+L, (πR/4)+T)
实际应用时我们只需要得到S点的坐标,利用相对原理,就能计算得到其他几个点位的坐标。
第三步,在程序段中插入图八圆弧插补指令MoveCircular2D。
第四部,触发指令中Execute运行。配合机构的实际运行效果,切换参数匹配压接粘贴不同线号的导线外径,标签纸被很好的粘贴在导线外侧,标签纸尾端对称粘接在一起。
4总结
随着技术的进步和竞争的加剧,产品的生命周期越来越短,拥有兼容性、可换性的机构越来越得到重视。本文主要介绍了压接粘贴标签的工作原理以及硬软件的选型和软件的编写。当导线规格较多、批量较小的时,标签机构的优势就会体现出来,它可以用事先导入的线号表对应的导线参数来计算切换PLC的位置参数,不需要更换额外的器材,大大提高了生产效率,更加的快捷。
参考文献
[1] NJ/NX系列 CPU单元用户手册运动控制篇(SBCE-CN5-363)
[2] NJ/NX系列指令基准手册运动篇(SBCE-364)
[3] NJ/NX系列CPU单元用户手册软件篇(SBCA-CN5-359)
[4] NJ/NX系列启动指南运动控制篇(SBCE-CN5-372).

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



