广东大唐国际潮州发电有限责任公司 广东潮州 515700
摘要:随着环境污染问题日益凸显,电厂脱硫工艺中的脱硫浆液循环泵一直以来是能效改造的重点领域。在这样的背景下,笔者从节能减排的角度出发,简要分析了目前电厂脱硫的处理现状,探讨了脱硫浆液循环泵的节能改造方法及其实施效果,并通过引入先进的节能技术和优化设计方案,成功实现了对脱硫浆液循环泵的能效提升和性能改善,以期为环保与经济效益的双赢奠定了坚实基础。
关键词:电厂;脱硫浆液循环泵;节能改造;效果分析
作为电厂烟气脱硫处理过程中必不可少的环节,脱硫浆液循环泵的能效水平直接关系到整个脱硫系统的运行效率和资源利用程度。然而,传统的脱硫浆液循环泵存在能耗较高、效率较低等问题,急需采取有效措施进行节能改造。随着节能环保意识的提升和技术的不断进步,对脱硫浆液循环泵的节能改造已成为电厂工程技术领域的研究热点之一。
一、电厂脱硫现状分析
目前电厂脱硫的运行主要采用石灰石—石膏湿法烟气脱硫工艺,该工艺一般为单塔双循环设计,设计硫分1.5%,脱硫效率为99%,脱硫系统设计入口SO2浓度为3350mg/Nm3,出口SO2浓度不高于35mg/Nm3,如图1所示[1]。一般而言,运行中脱硫吸收塔入口二氧化硫含量低于800毫克/标方时,1台浆液循环泵即可保证出口参数合格,但为了保证整个系统安全稳定运行,要求至少保证2台浆液循环泵运行。而石灰石—石膏湿法烟气脱硫处理的吸收塔通常为3台浆液循环,AFT塔为2台浆液循环,吸收塔和AFT塔的浆液循环泵均为电动机直接驱动。在实际运行中,电厂脱硫系统能够根据工业需求将进入烟气中的SO2浓度从3350mg/Nm3降低至不高于35mg/Nm3,实现明显的脱硫效果,甚至可将脱硫效率提高至99%,能够有效地将烟气中的硫化物去除,保障了排放标准的达标要求。另外,还有部分电厂采用湿法脱硫工艺,脱硫系统设计合理,设备运行稳定,电动机直接驱动的浆液循环泵具有较好的运行效率,能够确保各个塔的循环流动。虽然目前脱硫系统的运行状况良好,但仍需继续优化设备运行参数,进一步提高脱硫效率,减少能耗,降低运行成本,定期检查设备运行情况,保障各项参数处于最佳状态,确保脱硫系统的长期稳定高效运行。
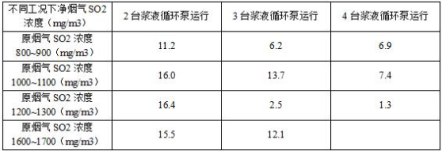
图1—不同工况下净烟气SO2折算后浓度
二、电厂脱硫浆液循环泵节能改造措施
(一)建立多台浆液循环泵优化组合方案,推进管理可视化
在不同负荷和吸收塔进口SO2浓度下,浆液循环泵的运行组合对于提高能源利用效率至关重要,建立多台浆液循环泵优化组合方案,并通过可视化管理来指导值班员根据工况科学组合泵的启停,是电厂脱硫浆液循环泵节能改造的关键。通过检验,实施这一方法后,浆液循环泵的耗电量平均由1831MWh降至1550MWh,表现出明显的节能效果。首先,我们需要针对不同负荷和吸收塔进口SO2浓度的工况特点,建立一套浆液循环泵的组合方案,并将其形式化为可视化管理的表单。比如,可以根据负荷大小和SO2浓度的不同情况,设定不同的泵启停组合方式,以提高泵的运行效率和降低能耗。
| 工况 | 浆液循环泵1 | 浆液循环泵2 | 浆液循环泵3 | 浆液循环泵4 |
| ---- | ------------ | ------------ | ------------ | ------------|
| 负荷A | 启动 | 停止 | 停止 | 启动 |
| 负荷B | 启动 | 启动 | 停止 | 启动 |
| 负荷C | 启动 | 启动 | 启动 | 启动 |
通过这样的表单化管理形式,值班员可以根据实际工况快速组合泵的启停状态,从而达到最佳的能源利用效率和运行稳定性。而在实际操作中,我们也可以根据历史数据和监测情况进行优化组合方案的调整,对比不同工况下泵的耗电量数据,进一步验证优化方案的有效性,不断提升系统的运行效率,实现节能减排的目标,为企业的可持续发展贡献力量。此外,在脱硫浆液循环泵节能改造过程中,要注意石灰石密度应控制在25%-30%,过低的密度会导致供浆量增大,系统水平衡不易控制;过高的密度不仅会增加设备的磨损,还会降低石灰石利用率。保持吸收塔浆液pH值稳定在5.0~5.6范围内,在满足脱硫率的情况下,靠低值控制,吸收塔浆液密度控制在1050~1150kg/m3,减轻磨损堵塞和设备负载[2]。
(二)以浆液pH值自动控制为手段,强化智能控制管理
在脱硫节能改造过程中,浆液pH值的自动控制是关键,它要求在保障排放洁净的前提下有效地管理烟气处理系统的运行,采用烟气量和入口SO2浓度的乘积值作为供浆量的前馈,以及使用pH值偏差为输入的PI控制器来调节浆液pH值,实现浆液pH值的自动控制,并有效降低石灰石用量及球磨机电耗。首先,通过烟气量和入口SO2浓度的乘积值(理论供浆量)作为供浆量的前馈,可以在一定程度上预测烟气处理系统中浆液所需的最佳处理量,确保系统处于最佳运行状态,这种前馈控制可以有效降低石灰石用量,提高处理效率,并减少对球磨机的能耗要求。其次,使用pH值偏差为输入的PI控制器可以缓慢修正浆液pH值的偏差,以克服烟气量和入口SO2变化带来的扰动,以确保系统的稳定性,有效应对外部因素对浆液pH值的影响,从而更好地控制整个处理过程。另外,根据浆液流量的大小实现不同的控制模式也是保证浆液pH值自动控制的重要手段。当浆液流量小于10t/h时,系统切换至手动控制模式,由运行人员手动调节浆液量,确保系统稳定运行;而当浆液流量大于10t/h且超出控制死区后,系统切换至自动控制模式,以实现浆液pH值的全负荷目标控制,提高系统的响应速度和控制精度。
三、电厂脱硫浆液循环泵节能改造效果分析
随着国家对环保降耗和节能减排工作重视程度的提高,各企业纷纷上马超低排放改造工程,各大电厂对开始浆液循环泵进行节能改造。并且,浆液循环泵为离心泵,只能通过全开全关控制浆液循环泵进行浆液量调节,实际运行中浆液量偏大必然造成电耗增加。因此,合理匹配浆液循环泵以提供最佳的浆液量,可有效减少浆液量偏大带来的多余电耗。
(一)利用永磁调速技术进行节能改造的优势
如图2所示,目前很多电厂开始尝试选用双筒型永磁调速器进行改造,通过永磁调速技术改造实现浆液循环泵转速可调,在满足工艺要求的基础上,改造后不仅SO2排放质量浓度完全达标,节能率更是高达17.85%。
改造设备:浆液循环泵
设备参数:500kW、590r/min

图2—永磁调速技术节能改造效果图
永磁调速器气隙/转速可靠,可根据要求实现自动调速,高效节能,通过智能型电动执行机构,推动永磁调速器的耦合面积调节动作,实现调速功能,并且在远程信号出现问题或现场需要时,还可以通过执行器的手动装置调节转速。永磁调速器整个控制系统为全自动,可直接由集控室实现远程操控,当自动系统故障时,可通过DCS实现远程切换或就地人工调节执行器,手动调节耦合面积,保证系统的正常运行,故障排除后又可以切换到自动控制。并且,运行过程中允许0.5mm对中误差,允许0.5度角度误差,调速范围为0-97%,可广泛适用于各种严酷工作环境,如电网电压波动较大,谐波含量较高,易燃、易爆,潮湿,粉尘含量高,高温、低温等场所[3]。此外,永磁调速器的冷却方式为空冷,符合电厂脱硫的工艺要求,既能够实现电机软启动/软停机功能,还可以实现轻载启动/轻载停机功能,延长电机使用寿命。
(二)利用永磁调速技术进行节能改造的效果分析
(1)改造结果:改造后如图3显示,执行器开度50%条件下,机组烟气SO2浓度明显下降,开度80%~100%条件下,烟气SO2浓度已小于4mg/m3(国家标准35mg/m3),符合国家环保指标要求。永磁调速器为双筒形结构,主动端与从动端之间设计气隙为3—5mm,为非接触连接,有效隔离电机和泵之间的振动,有利于设备长期稳定运行[4]。并且,利用永磁调速技术进行系统运行平稳,振动明显减小,操作控制方便可靠,可根据工艺需求远程控制流量,满足生产需求,启动电流明显减小,有效节能。安装永磁调速器的电机启动后,与电机连接的导体转子很快达到电机的额定转速,与泵连接的永磁转子随即达到实际工况要求的转速,实现电机转速不变而泵转速低于电机转速。
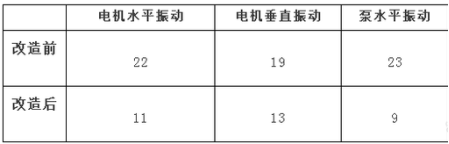
图3—节能改造效果分析
(2)节能效果:改造前,阀门开度100%,电流量55A;改造后,阀门开度100%,电流量42—48A,节能率12.7%—23%,平均节能率17.85%。项目改造后,有效节省成本及减少二氧化碳排放量。
(3)预期成效:经统计,2016年、2017年脱硫厂用电量分别为10566万kWh、11886万kWh,呈上升趋势。而使用双筒型永磁调速器调节,若按照年平均运行8000h,每kW·h电价按0.6元计算,每年节电量70.67万kW·h;每年节约电费42.4万元;每年减少二氧化碳排放量达704吨,相当于260辆1.6L小汽车1年的碳排总量。
(三)案例分析
青岛某公司致力于永磁传动设备的研发、设计、生产、销售和服务的高新技术企业,永磁传动技术是基于永磁涡流感应原理,应用永磁材料产生的磁力作用,达到电机和负载之间无接触式传动和无级调速的目标,彻底改变了传统的传动和调速方式,可隔离振动、高效节能,节能率为10%—50%。在这样的基础上,我国学者研发出了双筒型结构,属行业首创,目前空冷型永磁调速器可达1120kW,水冷型永磁调速器可达5000kW,行业领先。在这样的技术支持下,电厂脱硫浆液循环泵节能改造的磁场利用率高达100%,且具有独特的散热系统设计,技术先进、优势明显,与同等参数竞品比较,元器件少、体积小、重量轻,安装调试简单,无需精密对中,占地空间小。同时,该产品绿色环保,无谐波、电磁波干扰,可在潮湿、粉尘、易燃易爆、谐波严重、电网波动大等恶劣环境正常工作,寿命达30年,安全可靠。该技术核心研究成果经鉴定,技术水平达到国内领先水平,研究成果已广泛使用于钢铁、石油化工、矿产冶炼、供水发电等行业数百家企业。
结语
综上,对脱硫浆液循环泵进行节能改造,不仅可以实现能源资源的有效利用和减少了对环境的污染,还可以提升电厂运行效率和经济效益,节能改造后的脱硫浆液循环泵具有更高的能效水平和更稳定的性能表现。因此,各电厂应当积极探究新的节能改造措施,利用类似于永磁调速技术的现代化工艺,打造智能化脱硫设备,促进电厂实现可持续发展。未来,各大电厂要继续以先进的现代化技术,积极践行绿色低碳转型战略,为高能耗工业企业能效提升、绿色低碳转型和高质量发展贡献力量。
参考文献
[1]王晨光.某电厂脱硫系统节能降耗运行方式优化[J].山西电力,2023,(06):63-67.
[2]李伟,林晓斌.燃煤电厂脱硫浆液循环泵节能改造及效果分析[J].节能与环保,2022,(12):77-79.
[3]陈浩军,董锐锋,杨硕,等.燃煤电厂脱硫塔喷淋层分区及变频节能技术应用[J].河南电力,2021,(S1):1-3+15.
[4]冯斌,王锋涛,闫乃明,等.600MW燃煤机组脱硫浆液循环泵变频改造及节能优化研究[J].电力科技与环保,2021,37(02):51-57.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



