(河南中烟工业有限责任公司漯河卷烟厂 河南漯河 462000)
1 背景
YB45主机部分有较为完善的电气检测系统和机械剔除系统,能在高速运行中对不合格烟包和辅料进行检测和剔除,而内框纸输送是间歇输送,当有烟支组在烟支组剔除器剔除后,与该空包相对应的一张内框纸将停止输送,但在生产过程中发现其电磁驱动内框纸停供机构经常失效,从而使烟支组剔除后该空位多一张内框纸,造成后一工位乃至多工位烟包烂包,烟包内夹杂内框纸现象,严重影响产品质量,从而造成设备停机次数增加,影响设备运行效率。
2 原因分析
2.1 电磁铁驱动停供装置工作原理
YB45主机烟支料库的烟支经过搅拌辊梳理后进入烟支下落通道,经空头检测器检验烟支空松,再由烟支第一推进器将烟支分别推入链式盒模后,缺支缺失检测器对烟组进行质量检测,当两个检测器检测到有空头或缺支的烟组后,检测器发出剔除信号将不合格烟组剔除。
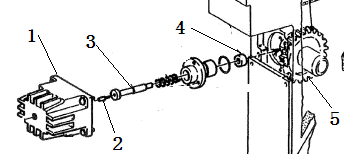
1电磁铁 2电铁磁阀芯 3销 4滚动轴承 5齿凸轮
图1 内框纸停供装置示意图
为保证设备高速连续运行,在剔除烟组时内框纸仍连续供给,因此烟支剔除工位后的下一工位的空盒检测检测到盒模空位,空位检测发出信号驱动电磁驱动器动作。电磁驱动装置是由壳体、电磁线圈、铁磁阀芯、橡胶防尘隔膜、钢制隔板组成。钢制隔板四角有安装孔中间有通孔,供与防尘隔膜连接的弹性连杆通过,电磁驱动装置壳体、钢制隔板与防尘隔膜一起安装在机架上,四角用螺栓固定起到防尘作用。电磁线圈得电产生磁场推力即可推动铁磁阀芯动作。
当电磁铁1得电电磁线圈推动铁磁阀芯2向前运动,驱动销3和滚动轴承4,使凸轮5动作带动离合器,从而使内框纸输送部位停止输送内框纸,剔除指令完成后,电磁铁失电,在支架上复位弹簧的作用下销3后移,轴承4回到初始位置,内框纸输送部位继续间歇输送内框纸。
2.2 电磁铁驱动停供装置存在的问题
包装机实际运行时电磁铁停供内框纸常会发生故障,主要问题突出体现在一是剔除器电磁铁经常烧毁,有时一天要更换2-3次,且都是电磁线圈烧毁。二是在维修更换电磁铁时发现电磁铁护罩内部积存了大量纸沫、灰尘,使电磁铁芯的活动空间变小无法回位。电磁铁驱动停供内框纸装置的行程要求只有5毫米,虽然通过高压空气清理电磁铁可暂时恢复该机构正常工作,但过一段时间后又会出现同样现象,不能长时间保证电磁铁正常工作。
3项目实施
3.1 驱动器动力源与气缸的选型
气源的选择应以对原设备运行无影响为最好,选用内框纸架涨紧装置的气路为气源对原设备影响最小。原电磁驱动器型号为WHC X070 F20 DC4V24/50,推力为38牛。气缸是气动标准件,经查询资料确定FESTO生产的CQ2B20-10S型单作用气缸,行程为10毫米活塞直径32毫米活塞杆直径12毫米,弹簧复位。YB45型包装机工作压力0.4-0.6Bar,根据气缸理论输出力表查得0.6MPa时推力可达481.8牛,因1Bar=0.1MPa所以0.6MPa时的推力约为48牛大于原设计推力,所以该型号气缸满足原电磁铁的使用要求。
3.2 增设电气控制单元
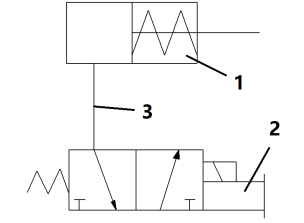
使用气缸作为铝箔纸剔除机构的驱动单元后,需增设高速电磁阀控制气缸的动作,选用了VT307-5G-01型二位三通电磁阀,当设备正常工作时,电磁阀处于失电状态下气源被切断,当检测器发出内框纸停供信号时,电磁阀得电后换向,气源接通气缸,气缸活塞快速移动,驱动内框纸停供机构执行动作。当完成一个停供循环环后,电磁阀换向断气,气缸活塞依靠自身的复位弹簧复位,完成整个循环。(见图2)
1.气缸 2. 两位三通控制阀 3.气路
图2 气路控制图
3.3 气动驱动装置的底座的设计与安装
由于改用气缸替换电磁驱动器驱动剔除装置,汽缸主体不能直接安装在原电磁驱动器的安装位置,因此必须重新设计气缸底座如(如图3)
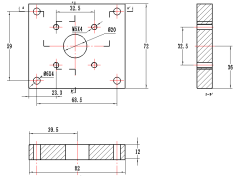
图3气缸固定底座
在设计底座时考虑到原设计的更换安装不便利性,将气缸缸体直接安装在新设计的底座上,并将二位三通电磁阀和气缸底座固定连接,共同安装在新设计的防护罩里,再将底座与设备安装在一起。这样的设计使得驱动器主体即小巧防尘又便于安装。
5 项目成效
卡纸气动停供装置的改进,更便于安装和调整,运行一段时间后其密封仍良好,运行稳定,均未发生故障,性能十分可靠,延长了卡纸停供机构的维修周期,提高了设备运行效率,无剔除后卡纸不停供现象发生,减少了质量隐患,提高了产品质量。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



