重庆中烟工业有限责任公司重庆卷烟厂,重庆市南岸区涂山路579号 400061
摘要:ZJ17(PROTOS70)卷烟机组研发于20世纪末,是我国多数卷烟生产企业的主力生产设备,但其卷烟纸张力控制调整机构存在一定设计缺陷,易造成卷烟纸运行不稳定引起卷烟纸皱纹、圆周标偏不达标、钢印跑偏、频繁断纸等问题,无法满足工厂高质量发展需求。为有效解决上述问题,通过研发一种伺服控制技术,通过运动控制装置实现稳定控制卷烟纸的张紧力,极大提高设备运行质效。
关键词:卷烟纸张紧力;圆周标偏;断纸;伺服控制;运行质效
1 引言
深入贯彻落实党的二十大决策部署,坚定不移推动高质量发展,积极推动科技创新,让更多优秀成果服务于烟草行业高质量发展,是目前国家局对全国烟草行业的长期要求。
重庆中烟积极响应上级号召,聚力加快发展,以科技创新赋能特色发展。重庆卷烟厂卷包车间牢牢把握好行业“推动高质量发展大局”,紧扣公司与工厂发展愿景,将自主创新与提高设备运行质效需求紧密结合,积极探索提高卷烟纸运动控制稳定性的新方法。因ZJ17(PROTOS70)卷烟机组自带的张紧力控制装置[4]仅通过三组数字量接近开关检测反馈张紧力当前状态来驱动补偿电机进行调整,线性度差且具有滞后性,无法及时调整卷烟纸张紧力。造成卷烟纸运行稳定性差,且烟支物理指标合格率低、设备停机率高等系列问题问题,无法满足工厂打造一流智造企业发展需求。科研团队大胆创新,借鉴行业外先进伺服控制[3]技术,自主研发能够稳定控制卷烟纸张力的运动控制装置,极大提高设备运行质效。
2问题分析
存在问题:现有卷烟纸张紧力控制机构存在设计缺陷,无张紧力线性检测装置,无法获取纸张紧力的线性变化数据。ZJ17卷烟机B27、B28、B29三个金属接近开关[4],只能检测到纸张紧力变化大致的情况,并反馈给M11电机进行补偿工作。M11电机为差速直流电机,需要频繁经过启动-加速-匀速-减速-停止过程,由于加速度和减速度都比较大,使得传动齿轮出现震动、冲击情况。维护保养工作量较为繁琐。如下图1。

图1:改进前卷烟纸张紧力控制机构图
3系统的设计
3.1工作原理的简要阐述
取消ZJ17型卷烟机卷烟纸差速调整机构,研制新型卷烟纸运动控制装置,新装置主要分为四大模块,如下图2。

图2:运动控制装置设计
同步检测模块:分别对卷烟纸张紧力与卷烟机主机速度进行检测,并将实时数据同时传输给运动控制模块;
运动控制模块:通过设定好的函数,对卷烟纸张紧力和卷烟机速度进行快速计算分析,得出速度差;
伺服控制模块:控制器按照设定好的程序计算出速度差的补偿方式,控制电机进行卷烟纸速度差的补偿,并依照实时数据分析结果进行动态调整,使卷烟纸张力保持恒定;
人机交互模块:界面实时显示卷烟纸的张紧力值、设备运行速度、张紧力变化趋势图等,同时可人工设定卷烟纸张力参数、运动控制参数及系统其他控制参数。
3.2控制系统的总体设计
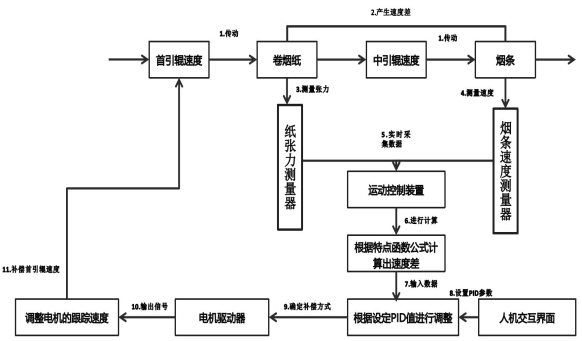
图3:控制系统总体设计思路图
概要介绍:进行了控制系统的总体设计,采用直接张紧力闭环PID控制的方式,实时检测卷烟纸张力、烟条速度,传输给运动控制单元。运动控制器对接收到的纸张力数据进行运算,计算出卷烟纸需要补偿的张力值,给定电机信号。显示屏实时显示张紧力值大小,人工可方便进行参数调整。当运动控制器给出补偿信号,伺服电机快速响应,精准调整卷烟纸输送速度,保持张紧力恒定。如上图3。
4关键技术的研发
4.1同步检测系统
4.1.1确定卷烟纸长度浮动摆臂旋转角度
在确定绝对式编码器安装方式过后,项目成员实际测量未改装前卷烟纸长度浮动摆臂旋转角度,并绘制出机械草图与角度草图,如下图4、图5。
图4机械草图图5 角度草图


通过机械草图我们得知,卷烟纸长度浮动摆臂是一个有一定厚度的倒角结构体,从角度草图中我们得知外角为55.4°,内角为48.5°,故在设计中考虑到的卷烟纸长度浮动摆臂角度应在外角与内角之间,故项目成员决定使用算术平均值法求出该角度,公式如下:
![]()
由此确定卷烟纸长度浮动摆臂旋转角度为52°。
4.1.2 绝对式编码器的安装与测试
测试绝对式编码器张紧力检测准确性[2]
通过实际测量和计算,得出卷烟纸长度浮动摆臂旋转范围为0—52°,故选择的绝对式编码器工作范围为0—60°,对应的输出模拟电流变化便为4—22mA。为了方便安装调试以及后期维护,将绝对式编码器的26°定义为0°,即卷烟纸运行稳定,无需进行张力变化调节。通过对安装好的绝对式编码器进行性能检测,通过摆动卷烟纸长度浮动摆臂旋转角度,使用电子万用表测量绝对式编码器两个固定端的模拟输出电流,统计结果如下表1。
表1:绝对式编码器测试结果
角度数 | 理论电流(mA) | 测量电流(mA) | 误差量(mA) |
0° | 4.00 | 4.00 | 0.00 |
10° | 7.00 | 7.10 | 0.10 |
20° | 10.00 | 10.05 | 0.05 |
26° | 11.80 | 11.83 | 0.03 |
30° | 13.00 | 13.05 | 0.05 |
40° | 16.00 | 16.07 | 0.07 |
50° | 19.00 | 18.98 | -0.02 |
52° | 19.60 | 19.60 | 0.00 |
平均值 | 0.04 | ||
通过穿销设计将销体与增量编码器连接,实施获取张紧力变化,如下图6。
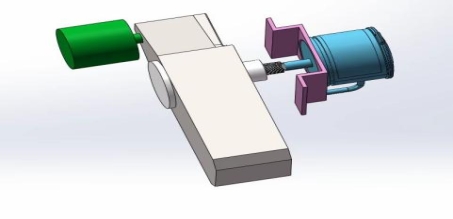
图6:绝对式编码器安装图
4.2运动控制器的安装与调试
4.2.1设计安装运动控制装置
运动控制器对接收到的纸张力数据进行运算,计算出卷烟纸需要补偿的张紧力值,给定电机信号。当运动控制器给出补偿信号,伺服电机快速响应,精准调整卷烟纸输送速度,保持张紧力恒定。如下表2。
表2:运动控制器基本参数
产品名称 | 型号 | CPU | 位处理(LD)指令周期 | 软件扫描周期 |
运动控制器 | 德国伦茨 (型号KV-XH32EC) | KV-8000 | 0.96NS | 1MS |
符合要求 | 符合要求 | 符合要求 | 符合要求 | 符合要求 |
通过对安装好的运动控制器进行性能检查,将绝对式编码器及增量式编码器信号连接进入运动控制器后,将输出信号连接进电脑,通过摆动卷烟纸长度浮动摆臂触发绝对式编码器50次及转到安装在B13副传动轮盘后的增量式编码器50次,查看运动控制器是否能正常采集编码器信号,实施效果运行正常。
4.2.2设计安装伺服驱动装置
取消ZJ17型卷烟机卷烟纸机械传动及差速调整机构,拆除ZJ17型卷烟机差动齿轮机构和传动同步带,将伺服电机直接与首引辊连接,将牵引卷烟纸的首引辊动力来源从靠同步齿形带传动变为伺服电机[1]直接驱动。如下图7,图8。
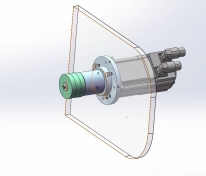

图7:伺服电机安装首引辊轴体示意图 图8:伺服电机实物图
表3:伺服电机参数检查
产品名称 | 型号 | 功率 | 串行编码器 | 轴端 |
伺服电机 | 德国伦茨(型号SGM7J-08A7C6S) | 750W | 24位绝对值型 | 直轴、带键槽、带螺孔 |
符合要求 | 符合要求 | 符合要求 | 符合要求 | 符合要求 |
项目成员对安装好的伺服驱动器及伺服电机(见表3)进行性能检查,发现伺服驱动器触发次数与伺服电机响应次数一致,这表示伺服电机驱动器与伺服电机匹配完美,伺服驱动器与伺服电机运行准确率为100%,符合使用要求。如上表3。
4.3编写伺服控制软件与界面
4.3.1数据标定
控制软件与算法作为运动控制[3]的核心,承接了前端的同步检测数据处理,同时控制伺服电机对卷烟纸首引辊速度进行补偿,从而实现张紧力的精准补偿。本次设计采用下图所示的系统软件架构。如下图9。
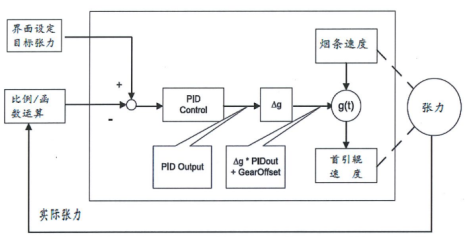
图9:软件设计架构图
系统首先需要标定实际张紧力的运算函数[2]和合适的PID调整参数,通过设定张紧力与实际测量张紧力的运算及合适的调整控制参数,控制伺服系统对纸张紧力及时并精确补偿,使卷烟纸张紧力在闭环控制状态下达到恒定状态即在纸张紧力有变化趋势时立即进行随动调整,从而保证卷烟纸张紧力基本恒定不变。
4.3.2、编写控制软件与显示界面
通过使用德国伦茨编译的二次开发模块进行程序[3]编写,程序编写如下:打开伦茨DEVICES编译软件,进入PLC LOGIC模块,创建ACT01板块,在L-MC1P功能块中分别增加XENABLE使能信号、1RJOGACC增量编码器信号、2RJOGACC绝对编码器信号、3RJOGACC伺服电机编码器信号及1RHOME-HMI显示屏通讯信号。通过以上主控程序,实现对卷烟纸张紧力状态的实时监控和实时精确补偿。
再通过威纶触摸屏专用编译软件,设计开发出张紧力反馈值、设定值和偏差值监控调试功能,并实施监控当前伺服电机的运行线速度及同步状态是否正常,便于机台操作人员和设备技术人员进行实时观察和随机调整。如下图10。
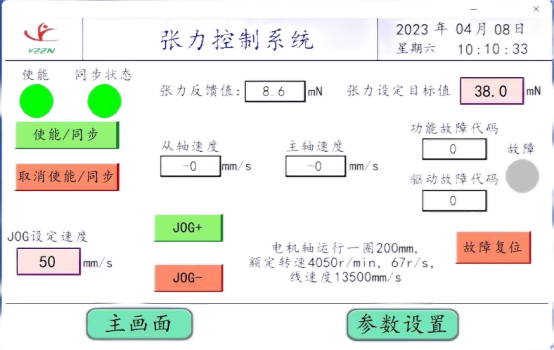
图10:操作显示界面
4.3.3测试系统综合运行性能
通过对安装好的控制软件与算法进行性能检查,将安装好控制软件与算法的运动控制器与伺服驱动器及伺服电机进行连接。安装好卷烟纸材料,然后将ZJ17卷烟机接上电源进行正常起动,主电机加减速度,伺服电机在程序的设置下跟踪主电机速度,通过单班8小时不间断运行,查看伺服电机补偿状况是否正常及张紧力偏差值趋近于0。如下图11。

图11:伺服跟踪速度
通过程序波形图我们可以看出,在编写好的控制软件及算法模块下,伺服电机跟踪速度表现正常,张紧力偏差值趋近于0,误差最大值为3ms<10ms,符合运行要求。
4.3.4改善效果:卷烟纸张紧力波动范围<0.5%,圆周标偏稳定(≤0.05),单班断纸次数≤2
5结论
通过卷烟纸运动控制装置的研制,创造性的将闭环控制方式和PID控制方法相结合,通过编码器实时监测卷烟纸张紧力大小,并进行实时动态准确补偿,保证了张紧力大小的恒定,使卷烟纸稳定输送,保障了卷烟质量,有效解决原机设计缺陷造成卷烟纸运行不稳定引起卷烟纸皱纹、圆周标偏不达标、钢印跑偏、频繁断纸等问题,极大提高卷烟设备运行效率,稳定烟支物理指标,同时减少操作工劳动强度,在行业内部具备极大的推广价值。
参考文献:
[1]颜嘉男.伺服电机应用技术[M].北京.科学出版社.2023
[2]刘春霞.高精度编码器细分误差分析及快速评估方法[M].哈尔滨.黑龙江大学出版社.2015
[3]杨博.伺服控制系统与PLC、变频器、触摸屏应用技术[M].北京.化学工业出版社.2022
[4]ZJ17电气操作手册[M].常德.常德烟草机械有限责任公司.2021
作者简介:傅雍兴(1987.7-),男,本科,助理工程师,从事卷烟设备技术。
通信作者:文政幸(1984.10-),男,本科,工程师,从事卷烟设备管理。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



