陕西化建工程有限责任公司,陕西 西安 712000
摘要:无应力配管施工技术,是指与机械设备连接的管道应力不会作用在设备本体上。特别是压缩机的管道安装质量对压缩机稳定运行具有重要作用。本文强调了压缩机无应力配管的重要性,详细论述了压缩机无应力配管采用的施工工艺,重点叙述了压缩机无应力配管的关键工序
关键词:压缩机;无应力配管;方案
1 压缩机无应力配管
1.1 无应力配管的一般要求
(1)认真审查施工图纸,编制施工方案,对施工人员进行施工交底。
(2)配管前压缩机必须找平、找正并验收合格。
(3)管道材料出库验收,应对到货的管材、法兰及其他配件进行检查,检查内容包括材质、外型尺寸、压力等级、法兰密封面等。
(4)管线安装前必须清理干净。清理方式可采用人工清扫、砂轮机除锈或喷砂除锈等方式进行,清理合格的管道用塑料布封口。
(5)管道所有焊口必须用氩弧焊打底,以保证其质量及管道内洁。
(6)在安装调节段之前,应安装甩头部分和调整段管线上所有仪表管嘴(主要部件),并安装所有吊架。如有必要,应在支撑座与支撑钢梁或支撑座之间进行点焊,以调整位移。
(7)在安装调整段之前,检查阀体法兰是否与管道法兰的密封面平行,螺栓孔是否同心。当管道压缩机,从外围进行到机身,并在机身附近的焊接接头摇头。
(8)调节截面时,应根据车身界面法兰的实际方位和高度测量升降线。在测量长切口之前,必须用水平仪检查水平管的预制。垂直管段应延长20毫米作为调整切割余量。备用切割后,应对管道进行清洗。
(9)为减小焊接收缩量,调整段最后两道死口的间隙及坡口选择规范容许的下限。
(10)确实不能试压的调整管段或最后的固定口可采用100%射线探伤或超声波探伤。
(11)测量机组进出口法兰螺栓孔尺寸,并加工一批定位销,使定位销直径小于螺栓孔0.3~0.5mm。安装机组进出口配对法兰时,每个对称法兰插入四个定位销。
1.2 无应力配管焊接与安装
在施工之前,应通知钳工小组准备和安装机械和工具,以确保无应力管道的顺利运行。点焊与正式焊接相同。在焊接过程中,焊接电流应尽可能小,焊接速度应尽可能快,以降低焊缝的能量。越小越好。这些措施可以减少焊接变形。24300-C101进气道:首先将24300-1200-PEG-02-3P1管道的1#-4#部分连接到阀体法兰上,如下图1所示。在法兰和主体法兰之间增加一个临时垫圈,螺栓不需要太紧,并检查法兰的平行性;将四个管件围绕焊接接头(前6#端口)焊接,点焊焊接接头,密切注意5#焊接接头的管道数量,并采用对称焊接进行调整。
最后,将两个焊工对称分组,在5#处焊接接头。此外,装配工在联轴器上设置一个百分比表来测试阀体的径向和轴向位移。如果超标,焊工应立即停止焊接,然后根据偏差的性质调整焊接位置,直到焊接完成,最后取下夹具。如果焊接接头在RT检查后发生故障,则应用同样的方法处理缺陷,并执行上述焊接工艺。
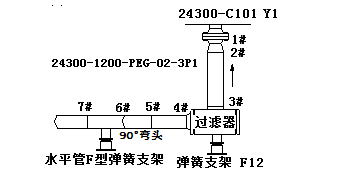
图1 无应力配管示意图
1.3 管道无应力检查
焊接完成后,松开紧固螺栓,拆卸临时垫片,并使用塞规检查平行偏差、径向偏差和密封面间距。如果没有,重新打开边和调整焊缝,如果测量。将本体的法兰支撑垫片插入,法兰皮带不能拧紧,经工厂技术人员无应力检查后可拧紧螺栓,装配机可用仪器测量。
1.4 无应力配管的主要操作要领
(1)立管的吊装与定位
①压缩机进出口主管布置,安装高度高。为了便于管道安装过程中的操作,而不需要在压缩机机体上安装提升和定位重物,应在压缩机机组的适当高度安装双层钢操作架,并在工作台的适当位置安装提升架。然后将预制立管段送至安装位置下方;
②将四个手动提升接头悬挂在吊装台架上,将提升管提升到离压缩机法兰5~10mm的位置,初步确定上下法兰螺栓孔的中心位置,并插入定位销和连接螺栓。然而,由于螺栓仅用于中间导轨,不能承受提升管段的重量,因此无法拧紧。
③最后一组管口原则上作为横向焊接,为了减少焊接变形,管口点焊时必须有两名合格的焊工同时对称交错焊接,焊接时应掌握两人的焊接电流和焊接速度应基本相同。点焊和焊接还应指派人员测量压缩机两法兰与冒口的平行度,检查插入螺栓是否可以自由松动,监测压缩机仪表读数的变化,并向焊接技术人员报告上述三方面的变化。无论哪个值超过要求,都必须停止焊接,进行分析,找出原因,及时调整。选择焊接位置、顺序、时间和速度,从上述三个方面调整焊接引起的应力,直到焊接结束,确保在规定的范围内。
(2)主进出口管与压缩机主体的最终连接紧固工作应在主管线的保温(除预留的操作位置)全部结束后进行。
①调整横跨段和水平段上的弹簧吊架到设计负载值;
②清洗压缩机和立管的两法兰的结合面,清洗连接螺栓,螺栓的两端涂上二硫化钼;
④提升管支架拆除后,由于绝缘材料重量和提升管自重的影响,压缩机与两法兰和螺栓孔中心之间的平行间隙应受到破坏。此时,可调支架应及时调整并调整到所需的范围;
(4)在连接螺栓的紧固过程中,应指派专门人员监控百分比。如果读数超出范围,停止拧紧,分析应力方向,调整可调支撑,消除应力,拧紧机组,直到主进出口线连接到压缩机,管道连接到压缩机。
2 结束语
随着压缩机生产水平的不断提高,对压缩机管道布置提出了更高的要求,无应力配管技术的应用越来越广泛。无应力配管技术可以在压缩机管道设计阶段考虑到管道与设备连接时可能存在的各种因素,预先计算好管道与设备连接时可能产生的应力情况,在配管施工阶段尽量避免或减小管道与设备连接时可能产生的应力对设备产生的影响。随着无应力配管技术在工程实践中的不断应用,对施工人员提出了更高的要求,其必须要具备较高的专业素质和熟练掌握压缩机管道布置技术,同时还要求工程技术人员能够及时发现和解决工程施工中存在的问题。只有这样才能保证压缩机无应力配管技术在工程应用中发挥其最大的作用。
参考文献:
[1]冯晓伟.压缩机无应力配管施工技术[J].化工管理,2017(11):85.
[2]张天笑,李震.压缩机无应力配管施工技术[J].山东工业技术,2016(16):105.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



