新疆天山钢铁巴州有限公司 新疆和静县 841300
摘要:新疆天山钢铁巴州有限公司轧钢厂棒材生产线前期通过不断试验探索,研究了铌合金化替代钒合金生产高强度螺纹钢试验,试验取得圆满成功,并进行批量化生产,实验过程稳定可靠,未产生不合格品,通过冶炼工艺要点研究,轧制过程控制研究及产品时效性及微观层面研究进行全方位分析论证,此次研究过程有效,可满足批量化生产时间需求。
关键词:Nb合金化、工艺、产品性能
1前言
新疆天山钢铁巴州有限公司棒材车间产能规模为120万吨/年,主要品种有:热轧带肋钢筋、热轧圆钢、左右旋锚杆钢。棒材车间轧机为平立交替布置的短应力线轧机,共18架,轧机刚度大,精轧16#、18#为平式轧机。其中12mm-16mm规格为四切分轧制工艺、18mm-22mm规格为双切分轧制工艺、25mm-36mm规格为单线生产工艺。本研究主要针对棒材产线进行Nb合金化螺纹钢生产工艺实际应用研究。在控制轧制时,铌产生显著的晶粒细化和沉淀强化。铌的最突出作用是抑制高温变形过程的再结晶,扩大了奥氏体未再结晶区的范围,非常有利于实施控制轧制工艺,细化铁素体的效果明显[1]。
2工艺设计及生产过程控制
2.1冶炼过程控制
制定Nb微合金化控制0.020~0.045%,基于此根据螺纹钢各规格初步制定相应的Nb成分控制要求。
2.2 炼钢冶炼工艺
(1)禁止吹氮大翻,杜绝成分偏析,成分偏差范围力争控制内控范围100%命中率,利用吹氮曲线进行跟踪。
(2)对废钢称量进行改造,实现在线装入废钢,转炉严格落实废钢分类管理,提高转炉装准率。
(3)制定装入量稳定制度,为操作稳定作基础,保障出钢量稳定。
2.3 轧制工艺探索
(1)加热炉出钢温度1010-1040℃,轧线一架轧机电流稳定在320-350A,加热温度稳定,保障后线水冷要求。
(2)控冷控轧设施投用,预水冷降低温度50℃,水冷段恢复至4段,水压保障在1.4Mpa以上。
(3)冷床前部分测温点温度切分规格控制在860℃左右,单线规格控制在820℃以下。
2.4 试验过程设定
第一阶段:铌铁替钒试验按照V:Nb= 1:1.5 比例部分替代部分替代时,按照原V含量标准降低0.010%,Nb含量增加0.015%,V含量最低不得小于0.010%。
第二阶段:铌(Nb)全部替代钒(V)全部替代时,按照原V含量标准的1.5倍增加Nb含量。
3 试轧生产情况
3.1第一阶段实验:V:Nb=1:1.5 部分替代
表1 第一阶段试验结果
批号 | 炉号 | 规格 | Rel | C | Mn | V | Nb | ceq |
mm | Mpa | |||||||
248762 | A65800 | 25 | 470 | 0.24 | 1.47 | 0.017 | 0.017 | 0.49 |
248770 | A65799 | 25 | 465 | 0.25 | 1.46 | 0.017 | 0.016 | 0.50 |
249476 | A66998 | 20 | 475 | 0.25 | 1.43 | 0.015 | 0.016 | 0.49 |
249477 | A67000 | 20 | 475 | 0.25 | 1.41 | 0.012 | 0.015 | 0.49 |
249478 | A67002 | 20 | 465 | 0.25 | 1.41 | 0.011 | 0.016 | 0.49 |
249479 | A67001 | 20 | 455 | 0.25 | 1.41 | 0.013 | 0.015 | 0.49 |
采用V:Nb1:1.5替代方案,选用20/25两种规格进行试验,实验结果:两种规格性能全部合格,性能整体偏高,性能波动较小。
3.2第二阶段实验:Nb全部替代V
表2 第二阶段试验结果
批号 | 炉号 | 规格 | Rel | C | Mn | V | Nb | Ceq |
mm | Mpa | |||||||
248838 | A65912 | 16 | 465 | 0.24 | 1.48 | 0.007 | 0.033 | 0.49 |
248839 | A65913 | 16 | 455 | 0.24 | 1.43 | 0.007 | 0.036 | 0.48 |
248852 | A65911 | 16 | 460 | 0.25 | 1.46 | 0.007 | 0.035 | 0.5 |
248853 | A65910 | 16 | 455 | 0.25 | 1.44 | 0.006 | 0.033 | 0.49 |
248854 | A65909 | 16 | 465 | 0.24 | 1.42 | 0.007 | 0.037 | 0.47 |
采用铌全部替代钒实验HRB400Eφ16共5炉次,每炉次约118吨左右。5批次成品屈服及力学性能特征值全部合格。
3.3Nb合金替代整体试验情况
结合Nb微合金化试验,各项数据均比较理想,后续开始组织连续生产,共计生产三个品种20239吨,性能全部合格。
表3Nb代替钒批量生产情况
规格 | 炉数 | 成分控制 | 实验重量/t | 性能情况 | |
V | Nb | ||||
Φ20 | 49 | 0.008-0.014 | 0.014-0.021 | 5727.61 | 459Mpa |
Φ22 | 74 | 0.008-0.014 | 0.014-0.020 | 8751.24 | 446Mpa |
Φ16 | 49 | 0.010-0.013 | 0.016-0.019 | 5760.44 | 446Mpa |
4钢坯及螺纹钢钢材理化检验数据分析
4.1钢坯低倍实验
通过低倍试验检验,铸坯质量情况相对较好,低倍酸洗试验存在微小裂纹情况。
 4.2金相组织实验
4.2金相组织实验
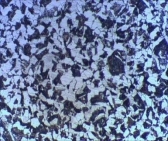
图一:规格16中心400倍 图二:规格16晶粒度
通过对比金相检验发现,铌铁实验钢材金相组织与钒氮合金钢材一致,主要为珠光体和铁素体组织,通过对规格16/20/22多批量检验,晶粒度7.0级。
5产品性能实效实验
5.1第一阶段实效实验(自然时效)
表5产品时效
规格 | 批号 | 炉号 | 正样屈服Mpa | 第一次时效 | 第二次时效 | 时效/Mpa | |||
时间 | 屈服 | 时间 | 屈服Mpa | 时间 | 屈服Mpa | ||||
20 | 249476 | A66998 | 10.30 | 475 | 11.6 | 450 | 25 | ||
20 | 249477 | A67000 | 10.30 | 475 | 11.6 | 450 | 25 | ||
20 | 249478 | A67002 | 10.30 | 465 | 11.6 | 440 | 25 | ||
20 | 249479 | A67001 | 10.30 | 455 | 11.6 | 435 | 11.13 | 435 | 20 |
(1)铌铁代替钒时效基本与正常添加钒氮合金(控冷)一致;
(2)在10天以内基本衰减完毕。
(3)性能衰减约20-25Mpa。
5.2第二阶段实效实验
采用全部替代样品时效范围15-30Mp,大于采用部分替代方案。通过上述生产实践过程可以看出,Nb微合金化控制0.020~0.045%时候分别按照铌铁替钒试验按照V:Nb= 1:1.5比例部分替代部分替代和铌Nb全部替代钒V全部替代,两种方案最终热轧带肋钢筋产品性能均合格,且无较大差异。性能实效衰减方面两方案也基本接近,均值在20-25Mp之间。冶炼过程钢坯低倍实验状况良好,同时产成品金相检验实验也满足标准要求,组织为均匀的铁素体+珠光体组织,没有异常组织产生。
6 结论
用铌铁替代钒轧制螺纹钢整体是可行的,要点在于冶炼控制、加热控制和轧制工艺控制。过程中未产出性能不合格品,证明工艺设计路线和过程控制工艺均能满足生产要求,可以进行批量化长期生产,能够应对不同合金价格震荡造成的螺纹钢生产成本控制。
参考文献
[1] 王有铭,李曼云,韦光.钢材的控制轧制和控制冷却[M],北京,北京工业出版社,2012.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



