中车兰州机车有限公司 甘肃省兰州市 730000
摘要:随着风力发电技术的发展以及对风电场安全运行和寿命要求的提升,风电设备的质量控制显得尤为重要。在风电塔筒的生产过程中,防腐蚀效果是衡量产品质量和寿命的重要指标,但由于在塔筒防腐蚀施工时,对塔筒制造过程中的焊接和表面缺陷的修整的重视不足,使产品存在严重的质量隐患。总结了多年来在制造现场对此类问题的处理经验,分析了施工过程中此类问题对于塔筒防腐蚀的危害及整改方法。
关键词:风电塔筒;焊缝;表面缺陷;防腐蚀质量
做为清洁能源的风电行业,近年在国内取得较大发展,作为对主机及叶片起支撑做用的塔筒,不仅其材料焊接质量是重中之重,防腐质量也越来越受到业主的重视,不但要保证油漆在设备运行期内不发生锈蚀,还要保证油漆外观质量不能存在明显表面缺陷,漆膜厚度不匀,色差等表面问题。而由于塔筒体积非常大,防腐过程中对塔筒的支撑及转动,为防腐提供理想的操作环境,就成为影响防腐效果的重要因素。
1.焊接缺陷
1.1焊接气孔
焊接气孔是指焊接时,熔池中的气体未在金属凝固前逸出,残存于焊缝之中所形成的空穴。一般以圆形空洞的形式出现,本文只讨论出现于焊缝表面的开放型气孔。此类气孔在塔筒防腐蚀表面修整过程中,以喷砂的方式无法消除,在涂装过程中涂料往往不能充分渗入,以至于产生漏涂和针孔缺陷。在产品的使用过程中,此位置极易产生锈蚀,影响焊缝的强度和风力发电机组的使用寿命。
1.2焊渣、焊接飞溅物
在实际生产过程中作者也多次发现因焊渣、焊接飞溅物等未清理完全而造成的防腐蚀缺陷。在焊渣位置由于表面尖端使其所在区域漆膜厚度不均匀,影响油漆的附着力,且焊渣脱落后该区域将失去防护,可能造成工件腐蚀。故综合实际生产和相关技术标准,建议在风电塔筒的防腐蚀生产过程中对于焊渣和焊接飞溅物采取打磨的方式清理干净,打磨后表面应该光滑、平整。
1.3焊缝咬边
焊缝咬边是指沿焊趾的基材部位产生的沟槽或凹陷。在GB/T19418-2003《钢的弧焊接头缺陷质量分级指南》中B级焊缝要求咬边的深度不大于0.5mm时可不作处理,而GB/T8923.3-2009《涂敷涂料前钢材表面处理表面清洁度的目视评定第3部分:焊缝、边缘和其他区域的表面缺陷的处理等级》中对于咬边因处理等级的不同采取不同的处理方式。由于咬边缺陷边缘位置往往比较尖锐,凹槽开口较小,在风电塔筒涂装过程中涂料难以充分渗入,且在尖角位置涂料自然流动,易形成漏涂、流挂和漆膜偏薄缺陷,严重降低风电塔筒的整体防腐蚀质量。
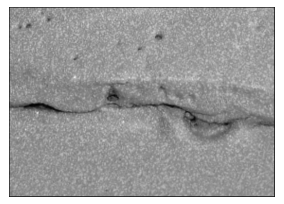
图1焊缝咬边缺陷
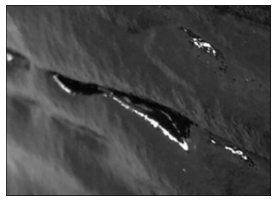
图2咬边位置防腐蚀效果
2.风电塔筒的防腐措施
2.1选用合格的防腐蚀涂料
适合运用风力发电的地方,应具备风速快、人烟稀少、地面广阔等特点,例如我国的新疆、内蒙、甘肃、海域等地区,这就要根据实际应用环境,解决风电塔筒的耐风沙吹蚀性能、防海洋大气、盐雾、浪花等问题,而随着我国风电行业的快速发展,专用的配套防腐蚀涂料的用量逐年增加,我国幅员辽阔,南北方气候各有不同,其所要求的防腐蚀技术也不尽相同,因此,在选用防腐蚀涂料时,应充分考虑到自然环境的影响,选用综合性能优异,且能根据不同环境下的腐蚀情况的有效实验数据而设计出的处于国际先进水平的防腐蚀涂料产品,以此进行风电塔筒的防腐蚀保护,确保其在沙漠环境、工业大气环境、海洋环境等环境下不被腐蚀,延长风力发电设施的使用寿命,降低其维护的费用。目前我国大部分风电塔筒沿用的是欧美标准的聚氨酯涂料,这类涂料技术比较成熟,相对耐侯性也较好,但是寿命有限,需要经常进行维护甚至重涂。重涂的装卸、运输以及停机维修费用极为高昂,远高于初次涂装的涂料本身的成本费用,其设备维护成本和安全隐患也居高不下。近来有涂料厂家针对这个问题,推出高性能长效防护的氟碳体系涂料,具有超强的耐候性和耐沾污性、耐粉化、保光保色性极强,还具有优异的物理机械性能,能对底材起到屏蔽的作用,只需20微米的膜厚就达到满足40年的防腐要求,其漆膜年损耗量低,在风机正常使用寿命期内,不需要进行维护或只需一次维护,延长涂装保护层的有效使用寿命,可大幅提升风电塔筒的使用寿命、减少维护成本。
2.2沿用恰当的防腐技术施工工艺
风电塔筒的防腐是一项巨大的工程,只有沿用恰当的工艺加以维修,才能达到事半功倍的效果。进行塔筒外表面的维修,首先应处理其局部锈蚀部位的表面,可采用喷射的方法去除风电塔筒被氧化的锈蚀层和旧涂层等锈蚀部位,与传统的手工打磨方法相比,喷射的方法更能彻底地去除被氧化甚至产生坑蚀钢板深层的锈蚀和旧涂层,其被处理部位边缘采用动力砂轮打磨形成有梯度的过渡层以便进行油漆施工后有一个平滑光顺的表面。其次,按照原始配套方案进行手刷或者滚涂底漆,在不污染边缘的原始涂层,有效地控制底漆消耗的情况下,使其达到规定的漆膜厚度。再次,为保证涂层能达到原始配套的施工漆膜厚度,可采用刷涂或喷涂的方法进行中涂漆施工,此时应注意对边缘区域进行保护遮挡,有效的控制消耗,保证外观效果。最后,根据防腐施工的不同方案,进行不同的面漆喷涂方法,如局部修补可沿用前面几个步骤后进行喷涂或刷涂面漆,以达到原始的设计厚度要求,若是全部面漆修补的话,应在中间漆施工达到厚度标准后对整个塔筒外边面进行彻底的清洁,使得被涂表面彻底得以清洁后再进行整体的面漆喷涂,确保风电塔筒的外观颜色能长久靓丽光泽,并对塔筒表面起到一定的封闭作用。
结语
由于观察条件和观察对象的制约,本文仅对比较常见的几种焊接和表面缺陷对于塔筒防腐蚀的危害及修整方法进行了简单分析,未系统地对所有焊接和表面缺陷对防腐蚀的影响进行分析论证,也未对防腐蚀涂层的失效机理进行量化分析。希望以本文为契机,引起各位同行的重视,以更多的实例分析和试验一起对风电塔筒或与之类似的钢结构表面防腐蚀技术进行更加深入的研究,提高现有的防腐蚀技术水平,并编写相应的技术报告,作为钢结构类防腐蚀施工的重要参考。
参考文献:
[1]赵宇,杨军,马小兵.可靠性数据分析教程[M].北京:北京航空航天大学出版社,2009:39-40.
[2]辛龙,周越文,翟颖烨,等.基于Weibull分布的航空装备部件寿命预测研究[J].电光与控制,2014,21(12):102-105.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



