中车成都机车车辆有限公司 四川成都 610000
摘要:T612A卧式镗床是机加工的关键设备,在一次排除该设备自动进给停机故障时,发现进给齿轮箱伞齿轮轴承安装板断裂,导致伞齿轮副传动受力后无法正常啮合,无自动进给的故障。在针对该故障的几种修复方案探讨后,决定采用金属弯板嵌入方法进行修复,这
种修复方案恢复成本低、用时短、精度得到保证。
关键词:轴承安装板断裂;金属弯板;嵌入
![]() 一、引言
一、引言
T612A卧式镗床承担了精度要求较高的孔钻削、镗削加工,是公司的关键加工设备。但该设备使用多年,零部件老化,在公司生产任务繁忙的大批量配件加工的高负荷运转下,出现了自动进给停机故障。拆修后发现是进给齿轮箱伞齿轮轴承安装板根部断裂,伞齿轮副传动受力后无法正常啮合,无自动进给输出,设备停机。影响了生产任务的按时完成。
通过对断裂处分析,发现有夹渣、气孔铸造缺陷,在伞齿轮副传动受力交变载荷长期作用后,应力释放在金属疲劳薄弱处发生了断裂现象。
二、T612A镗床进给箱的结构及作用
进给箱是安装在主轴箱顶端,通过齿轮啮合传递主轴的旋转运动。进给箱共有18档进给量,由手柄操纵机构选择电磁阀操纵摩擦片结合或者分离来确定档位控制进给量。
![]() 三、修复方案探讨
三、修复方案探讨
![]() (一) 方案一:更换齿轮箱,这是保证传动精度的最佳方案。进给
(一) 方案一:更换齿轮箱,这是保证传动精度的最佳方案。进给 齿轮箱拆卸后发现,伞齿轮轴承安装板与箱壁连接跟部贯穿性裂纹,(见示意图),如不能修复,齿轮箱将整体报废。需要采购相同型号齿轮箱进行更换。由于设备型号已改进,需订购,周期长、成本高。此方案不能满足生产进度要求。
齿轮箱拆卸后发现,伞齿轮轴承安装板与箱壁连接跟部贯穿性裂纹,(见示意图),如不能修复,齿轮箱将整体报废。需要采购相同型号齿轮箱进行更换。由于设备型号已改进,需订购,周期长、成本高。此方案不能满足生产进度要求。

图1
(二)方案二:焊接修复
该T612A镗床进给箱体材质为HT300,可采用焊接工艺修复。
1.铸铁的焊接修复工艺措施:
在裂纹根部5mm处钻止裂孔,两面开双向45°的焊接坡口,清洗除油并对焊接部位和进行焊前预热,措施得当,可有效的减少焊接裂纹。选择镍基铸铁焊条和用直流焊接,以较低电流施焊,减少母材的熔化。焊后加温550°C保温一定时间缓冷,防止出现白口。清除焊渣、探伤。
2.采用该铸铁焊补工艺对进给箱安装板裂纹进行修复,可能产生的焊接缺陷有:铸铁含碳量高(2.9~3.2%),焊接保温缓冷措施不当,极易产生焊接白口(Fe3C),石墨高温下产生的CO气体,使焊缝易发生气孔或者咬边现象。铸铁组织中的硫、磷等杂质和浸入的难以清除油脂等,使焊接后产生的白口收缩量加大、铸铁塑性降低,产生裂纹。
焊接修复时不易发现箱体内材质气孔、缩松、砂眼等缺陷,易造成焊接缺陷。
该工艺要求严格,对焊接技能要求高,气焊预热电焊施焊,焊接后对焊接部位缓冷保温措施得当,才能获得良好的焊接质量。焊接后伞齿轮轴承安装位置不能确定,轴承安装孔的尺寸精度、与另一端轴承孔的同轴度、位置尺寸发生变化,修复质量得不到保证。焊接修复需要控制的环节多,结合公司生产实际情况,箱体焊接质量、轴承孔的位置精度不能确定,该方案不适用。
(三)方案三:金属弯板嵌入修复
该修复方法是用Q235钢板焊接成90°弯板,镶嵌在进给齿轮箱伞齿轮相对应轴承安装板开孔的位置,并用螺钉固定,圆柱销定位,经加工轴承安装孔,恢复设备使用功能的一种修理方法。
选用高于HT300的机械强度的Q235钢板制作弯板,优点是:塑性、韧性和焊接性能优良,焊接后加温至600°C左右以消除焊接应力,可有效防止安装后弯板变形的精度变化。
2. 进给箱开孔
2.1进给箱轴承安装板对应外表面加工一个适当大小的平面,平面度≤0.025,粗糙度达到Ra1.6。
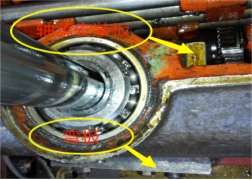
2.2在箱壁上原断裂的伞齿轮轴轴承安装筋板相对应部位铣削一长方形槽孔,用于弯板嵌入定位安装,嵌入弯板厚度以长方形槽孔配作,采用过盈配合,便于控制伞齿轮轴轴承的定位精度。开孔位置如图示。

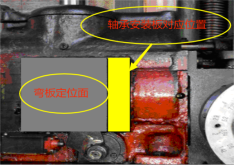
图2 图3
4.1将配作的弯板嵌入进给箱内,弯板与箱体外加工面接触良好。
4.2用压板固定弯板,配钻4-M16的固定螺栓,然后铰削安装2-φ10圆柱销。
按测绘的伞齿轮轴承安装尺寸、位置、精度要求镗削,保证与另一轴承的同轴度。
清除毛刺、铁屑及油污,装配伞齿轮副,手动旋转,确定啮合传动顺滑、无卡滞现象;装配好进给齿轮箱,试车,自动进给切削运动
恢复。

弯板安装示意图
四、 结论
经试加工和一段时间的运行,T612A进给齿轮箱伞齿副自动进给切削运动均匀,加工精度达到要求。这种采用弯板镶嵌的方法,材料选取、加工工艺成熟,精度可控,节约采购费用,用时短、减少了设备停机对生产任务的影响。为设备类似故障的快速修复提供了参考。
参考文献:
[1]刘晓亭,刘昱.大型水电机组推力轴承运行稳定性及故障诊断[J].水力发电.2002,(11).DOI:10.3969/j.issn.0559-9342.2002.11.015.
1

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号