宁波宝新不锈钢有限公司
摘要: 本文介绍了PVC软玻璃在不锈钢冷轧卷取折痕控制中的应用。从卷取折痕概念,形成的机理,PVC软玻璃的特性,卷取折痕控制的机理,PVC软玻璃控制卷取折痕的使用的方法以及所取得的效果等几个方面进行了探讨。
关键词:卷取折痕PVC软玻璃曲率不锈钢冷轧
引言:
不锈钢具有良好的耐蚀性能和机械性能,主要用于建筑装饰,家用电器等,用途十分广泛。随着不锈钢冷轧的发展,不锈钢表面质量的要求越来越高,缺陷的控制越来越严苛。轧制产生的卷取折痕一直以来令人头疼,是不锈钢冷轧工序的重点质量问题之一。其中在300系列BA和的400系列一轧程产品未能消除精轧前的卷曲折痕以及全系钢种17表面 2D表面 精轧道次的卷取折痕尤为突出,造成不锈钢冷轧成材率低,降级损失大,成本高。近年来随着塑料行业的发展,特别是塑料软板----PVC软玻璃的出现为我们解决卷取折痕的问题提供了契机。
一、卷取折痕的形成机理
(一)卷取折痕的概念及影响
不锈钢在单机架可逆式轧机上生产时,要将钢卷卷取在卷筒上,采用大张力轧制。为提高产品的成材率,不锈钢冷轧原料头尾加焊引带(如图1)。卷取完成时的钢卷内圈不是真圆状态,带钢带头或引带焊缝焊高凸起处产生应力集中,受钢卷层间张力逐步传递的影响,在圆周凸起部位的带钢承载的应力越大,在带钢卷取时对应位置产生一定程度应力变形,该变形称为卷取折痕缺陷。它贯穿整个带钢宽度,严重时有明显手感(如图2),卷取折痕程度在钢卷内圈最大,随卷取圈数增多而减小直至消失,有时长度达几百米严重影响成材率。卷取折痕在光洁度 高亮度 越好的表面呈现越明显,不锈钢光亮表面大于其他表面 其它钢铁产品?。卷取折痕的存在严重影响带钢表面质量,使BA板的外观变差 降级损失。卷取折痕还改变钢板的力学性能、工艺性能,在冲压过程中出现开裂等???。近年来卷取折痕的质量异议和用户抱怨呈上升趋势。由此不锈钢BA产品的由于卷取折痕的影响,月降级率在0.8%-1%左右。
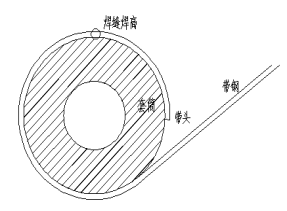

图1 图2
(二)卷取折痕的成因
曲率是表示曲线弯曲程度的量,即曲线上某点的切线方向角对弧长的转动率。曲率的倒数就是曲率半径,即λ=![]() 。曲率反映几何体的弯曲程度,曲率越小,弯曲程度越小,弯曲变形越小,曲率越大,弯曲程度越大,弯曲变形越大。曲线的斜率有正负,体现几何体在正负交集处是内敛 还是膨胀,即弯曲的走向,展现出曲线的凹凸感。不锈钢冷轧带钢卷取套筒为圆柱形,而带钢卷取时为螺旋线,两条曲线不一致,存在重叠。带钢第一圈的卷曲曲率为套筒直径R的倒数,λ1=
。曲率反映几何体的弯曲程度,曲率越小,弯曲程度越小,弯曲变形越小,曲率越大,弯曲程度越大,弯曲变形越大。曲线的斜率有正负,体现几何体在正负交集处是内敛 还是膨胀,即弯曲的走向,展现出曲线的凹凸感。不锈钢冷轧带钢卷取套筒为圆柱形,而带钢卷取时为螺旋线,两条曲线不一致,存在重叠。带钢第一圈的卷曲曲率为套筒直径R的倒数,λ1=![]() (以套筒直径φ810mm,带钢厚度3.0mm为例),当带钢卷致与第一圈重叠时,带头凸起(如图3)并形成一个空间,在卷取张力及层间压力作用下,把后面的层压向带头形成的空间。第二圈带钢在此处的卷曲曲率发生突变,此时曲率不再是套筒半径R的倒数。在卷取张力及层间压力作用下,带头使卷取曲线走向发生改变,卷取曲率近似为带钢厚度倒数,即λ2=
(以套筒直径φ810mm,带钢厚度3.0mm为例),当带钢卷致与第一圈重叠时,带头凸起(如图3)并形成一个空间,在卷取张力及层间压力作用下,把后面的层压向带头形成的空间。第二圈带钢在此处的卷曲曲率发生突变,此时曲率不再是套筒半径R的倒数。在卷取张力及层间压力作用下,带头使卷取曲线走向发生改变,卷取曲率近似为带钢厚度倒数,即λ2=![]() 。此时的卷曲曲率约为λ2=-
。此时的卷曲曲率约为λ2=- ![]() 。如果设定顺着带钢卷取的方向为曲线正方向,那么在带头凸起处曲线的走向变为负方向,卷取曲率呈正负正走势。带钢沿曲率从+
。如果设定顺着带钢卷取的方向为曲线正方向,那么在带头凸起处曲线的走向变为负方向,卷取曲率呈正负正走势。带钢沿曲率从+![]() →-
→-![]() →+
→+![]() 的曲线卷取,这样在板头位置卷取曲率的突变造成了带钢弯曲程度的突变,带钢发生严重弯曲变形,形成卷取折痕。随着钢卷不断卷取,其r值不断增加,曲率λ2越来越小,曲率的突变程度越拉越小,因此卷取折痕变轻或不在出现。同理在焊缝焊高处约会形成卷取折痕。
的曲线卷取,这样在板头位置卷取曲率的突变造成了带钢弯曲程度的突变,带钢发生严重弯曲变形,形成卷取折痕。随着钢卷不断卷取,其r值不断增加,曲率λ2越来越小,曲率的突变程度越拉越小,因此卷取折痕变轻或不在出现。同理在焊缝焊高处约会形成卷取折痕。
二、使用PVC软玻璃控制卷取折痕
(一)PVC软玻璃的特性
PVC软玻璃,又名PVC软质塑料薄膜,是一种由优质塑胶复合材料制成的新一代高科技产品,其原料为聚录乙烯。PVC软玻璃具有特性:柔韧性、耐重压、高弹性、良好的缓冲能力、耐热100℃以上、使用寿命长、无毒无味、价格便宜。软玻璃成卷供应,规格:0.23-5.0mm*510-1280(厚*宽),可根据尺寸需要进行切割,需具有良好的被切割性能。其弹性模量软大概在1.5-15 MPa。
(二)使用PVC软玻璃控制卷取折痕的机理
利用PVC软玻璃的柔韧性能,带钢板头和焊缝焊高嵌入到软玻璃中,使有台阶的卷取形成较平滑的圆弧过渡的卷取(如图4),卷取时套筒外圆与卷取螺旋线的重合差异变小,随着PVC软玻璃的流动填充,卷取曲率顺着卷取方向为正,控制住卷取曲率的突变,第二圈与第一圈过渡段的卷曲曲率λ2接近第一圈的卷曲曲率λ1,曲率的突变程度大大减小,带钢弯曲变形减小,从而控制卷取折痕。
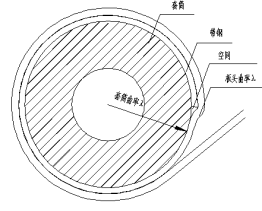
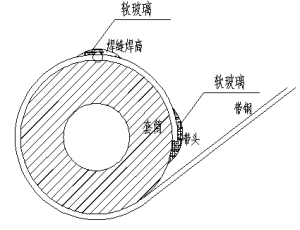
图3 图4
利用PVC软玻璃具有的耐重压,高弹性和良好的缓冲能力,其在使用过程中能缓冲带钢板头和焊缝焊高给后续不锈钢带钢卷取造成的不良影响。PVC软玻璃在使用过程中由于能耐热温度在100℃以上,而不锈钢在轧制过程中的最高温度在80℃左右,因此不会产生胶化的问题。PVC软玻璃的边沿在带钢的作用下会被压扁流动变薄,钢卷在卷取到软玻璃边沿处平滑过渡,不会形成新的折痕。
三、PVC软玻璃控制卷取折痕的使用的方法
(一)针对板头的使用方法
轧机使用的套筒,其直径为Φ810和Φ850两种,对应外径为2.5米和2.7米。
如图3所示,穿带导板托辊为卷取带钢板头的入口处。经测量确定离穿带导板托辊2.5-2.7米的位置正好在测厚仪与擦拭器之间的位置,因此确定该位置为软玻璃的放置点。使用方法:为了更好的能覆盖住带头,涵盖Φ810和Φ850两种套筒外径,准备长度50-80mm宽度与带钢宽度相适应的厚度1.5mmPVC软玻璃。待冷卷带头到穿带导板托辊处及带钢板头卷入套筒入口时,将软玻璃放置与 于放置点(图5),然后正常卷取,卷取好后PVC软玻璃材料正好覆盖在带钢板头的台阶处。卷取后在卷取张力的作用下将板头压入PVC软玻璃中,卷取曲率的突变程度变小,从而控制住卷取折痕。

图5
(二)针对焊缝焊高的使用方法
针对焊缝焊高的使用方法,相对简单一点,轧制过程中,靠近母材的焊缝造成卷取折痕的作用最大,因此切割一块与带钢宽度相应的PVC软玻璃,将其覆盖在精轧前道次靠近母材的焊缝上即可(如图6)。卷取后在卷取张力的作用下将焊缝焊高压入PVC软玻璃中,卷取曲率的突变程度变小,从而控制住卷取折痕。

图6
四、PVC软玻璃控制卷取折痕效果及特点
(一)PVC软玻璃控制卷折的效果
跟踪下来,生产SUS304 BA板时,单卷采用PVC软玻璃控制卷取折痕,情况良好。单卷钢的卷取折痕,在使用PVC软玻璃后的其长度明显减少。见下表,减少长度最长的是0.25厚度的卷,约420-520米。
单卷钢使用PVC软玻璃前后的卷折长度对照表:
厚度规格(mm) | 使用前(m) | 使用后(m) |
0.25 | 700-800 | 280 |
0.3 | 600-700 | 250 |
0.4 | 500-600 | 200 |
0.5 | 400-500 | 180 |
备注:钢卷重量约22吨 | ||
20019年-2020年 建议时间放在最近2~3年,在SUS304BA的生产中采用PVC软玻璃后卷取折痕的控制达到了很好的效果(如图6),PVC软玻璃投入前后卷取折痕的降级率,效果十分明显。其中2019年7月份 为PVC软玻璃试验,从2020年1月开始应用到所有SUS304BA板的生产控制中,平均月降级率稳定在0.3%左右。

图7
随着PVC软玻璃控制卷取折痕在不同钢种的拓展,如400系列全品种(包括2D、2B、2BB、BA、研磨品),、硬态钢产品,全系列17表面产品等,卷取折痕的降级率会进一步全面降低。PVC软玻璃的使用大大提高了,不锈钢冷轧生产产品成材率。 这句话不通顺!
(二)使用PVC软玻璃控制卷取折痕的特点
1、操作方便,在使用过程中,不会造成卷取打滑,卷取成功率高。
2、成本低,一般PVC软玻璃的价格为十几块钱每平方米,每卷能减少带钢卷取折痕几百米,有的还可重复多次使用,经济效果明显。
3、清洁,便于清理。使用后的PVC软玻璃,不会碎裂,仍然是的完整 一 块,不会造成轧线的污染。
4、使用可靠,使用时PVC软玻璃的长度不超过套筒长度的1/3,对带钢套筒之间的摩擦力影响不会造成钢卷跑偏。
结束语:
以上是本人对使用PVC软玻璃控制卷取折痕一些阐述,阐明了PVC软玻璃在不锈钢冷轧控制卷取折痕的运用。随着各行各业新材料的进一步发展,新材料已经成为高新技术的重要组成部分,新材料应用领域值得我们去学习、探讨和研究应用。
主要参考文献:
1.《板带冷轧生产》 张景进编著 冶金工业出版社
2.《聚录乙烯树脂及其应用》 邴涓林编著 化学工业出版社
3.《不锈钢带钢表面质量检查》 宝新课题开发组编
4、冷轧带钢常见表面缺陷特征及成因分析 郭晓波、钟莉莉、刘跃 华邯钢技术 201106
![]()

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号