杭州固建机器人科技有限公司,浙江省杭州市,310000
摘要:金属板材加工设备是汽车、电子信息、家用电器和仪表等行业最重要的工艺装备之一。随着市场竞争的日益激烈,现有金属加工领域中的设备技术已无法适应市场需求,生产水平和效率越来越低。本文探究两种新型加工设备,金属板材表面处理设备和金属板材铣边设备,能够提高金属加工的精度和成品率。
关键词:金属加工;设备;表面处理;铣边
金属板材往往用于一些美观工艺中,要求非常平顺光滑并要有很高的视觉装饰效果,在模具成品零件中大多数加工都通过金属板材冲压、剪切、冲裁等加工方式,此方式不适合大批量低成本的生产,零件用原材料薄且窄长,要求尺寸变形与尺寸非常精确才能保证配合。因传统制造工艺设置工序较多,工序件薄长导致半成品零件变形、尺寸不一致性非常严重,导致各工序间加工基准很难准确传递,造成零件合格率很低,生产效率也很低。
钢板铝板等金属板材在生产时表面难免会产生污渍锈迹等,故在其使用前需要对其表面的污渍锈迹进行处理使其满足生产需求,传统上对这些金属板材的处理主要是对其表面的锈迹及一些污染物进行去除,而金属板材表面处理设备能够增强除锈效果也能便于对易损件进行更换操作。
2.1 技术方案
金属板材表面处理设备,,包括机架、导向机构、传动机构和打磨机构,打磨机构设置在机架的中部,打磨机构包括钢丝刷辊、安装块、转动杆和第二驱动电机,两个安装块上下并排设置在机架上,钢丝刷辊的两端均固定有卡块,卡块中部设有缺口,多个转动杆水平并排设置,且分别通过轴承转动设置在安装块上,转动杆的一端固定传动轮,另一端设有与缺口匹配的凸块,多个钢丝刷辊分别通过卡块与多个转动杆的配合连接,且通过销轴固定,第二驱动电机通过传动带带动多个转动杆同步转动。
2.2 技术原理示意图

附图说明:导向机构11、传动辊12、丝杆升降机13、钢丝刷辊14、第三驱动电机15、传动杆16、第二驱动电机17、调节块18。
2.3 具体实施方法
金属板材表面处理设备,包括机架、导向机构、传动机构和打磨机构,两组导向机构分别设置在机架的两端,传动机构位于导向机构的内侧,传动机构包括上下并排设置在机架上的两个传动辊以及驱动传动辊转动的第一驱动电机,打磨机构设置在机架的中部,打磨机构包括钢丝刷辊、安装块、转动杆和第二驱动电机,两个安装块上下并排设置在机架上,钢丝刷辊的两端均固定有卡块,卡块中部设有缺口,多个转动杆水平并排设置,且分别通过轴承转动设置在安装块上,转动杆的一端固定传动轮,另一端设有与缺口匹配的凸块,多个钢丝刷辊分别通过卡块与多个转动杆的配合连接,且通过销轴固定,第二驱动电机通过传动带带动多个转动杆同步转动。第一驱动电机和第二驱动电机均为正反转电机,且多个第二驱动电机均匀设置在钢丝刷辊的两侧。
该设备还包括调节机构,两个调节机构分别位于钢丝刷辊的上下两侧且分别带动机架上部和下部的安装块升降,调节机构包括第三驱动电机、传动杆和丝杆升降机,两个丝杆升降机分别与两侧的安装块中部固定,第三驱动电机通过两根传动杆同步驱动丝杆升降机。第三驱动电机位于传动辊和钢丝刷辊之间的机架上,且第三驱动电机与丝杆升降机之间还设有换向器;传动机构还包括调节块,传动辊的两端通过轴承转动安装在调节块上,且调节块设置在机架上;传动机构的其中一个传动辊由调节机构驱动升降,调节机构包括第三驱动电机、传动杆和丝杆升降机,两个丝杆升降机分别与两侧的调节块中部固定,第三驱动电机通过两根传动杆同步驱动丝杆升降机。导向机构包括滚筒、滚筒架和调节杆,滚筒架滑动设置在机架上,滚筒通过转轴设置在滚筒架的一端,且转轴与水平面垂直,调节杆通过螺纹设置在机架上,且一端设有手柄,另一端设有凸块,滚筒架的另一端设有容纳凸块的卡口,转动手柄调节杆便能带动滚筒架在机架上滑动。钢丝刷辊的上部还设有集尘罩壳,且集尘罩壳上设有便于钢丝刷辊拆卸取出的舱门;钢丝刷辊的下部还设有集尘斗,集尘斗设有多根将废屑向外排出的集尘管路;传动带为链条,传动轮为齿轮。
2.4 有益效果
该设备优点在于通过在机架上设有导向机构使得金属板材失踪位于打磨机构的中央,保证了除锈的效果;钢丝刷辊与机架上的滑块采用活动连接,在钢丝刷辊损耗严重时,便于更换操作。
金属板材零件大小形状数不胜数,需要用到轧制、切割等各种加工工艺,加工设备包括金属板材加工设备以及装卸设备、储存设备、自动给料系统等基于加工机械、压机、冲床、加工中心或全自动生产线,然后集成到公司网络。金属板材加工铣边机是零件加工的一个重要环节,它是在圆盘剪与预成型机之间,其应用的范围也是相当大的,包括工程机械、石油甚至电力等等,目的就是满足铣削成型工艺。
目前,在现有技术中,大块的金属板材在后期应用时一般需要将其切割成一定宽度的板料,切割设备对大块板材的切割会使得板料的边缘比较毛糙,一般在切割完金属板材后,需要用铣边机对板料进行打磨,现有的铣边设备一般结构复杂,需要人工干预,效率较低。金属板材铣边设备能在板材传输过程中对金属板材的上下坡口及侧边进行铣边,使得金属板材的边缘的光洁度更高。
3.1 技术方案
金属板材铣边设备,包括三组铣边模组以及设置在三组铣边模组前后的传输机构,铣边模组包括底部调节机构、左铣边机构和右铣边机构,底部调节机构包括架体,架体上设有导轨,且架体的一端固定有驱动电机,驱动电机连接有正反螺杆或者正反丝杆,左铣边机构和右铣边机构均包括固定座、动力头、铣刀盘、上压轮组和下滚轮组。通过两端的传输机构使得金属板料始终处于行进状态,且利用三组铣边模组,分别对金属板料的上下坡口及侧边进行铣边,不影响板料的运动,提高了铣边效率;左铣边机构和右铣边机构可以同时靠近或者远离,适用各种宽度的板料,调节效率也高。
3.2 技术原理示意图
附图说明:底部调节机构51、固定座52、动力头53、上压轮组54、下滚轮组55,导向轮56、支撑架57、丝杆升降机58、抬升机构59。
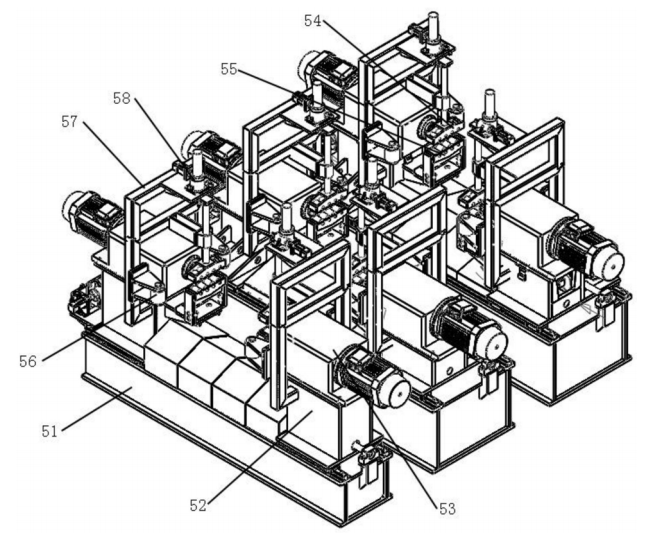
图1 铣边设备结构示意图
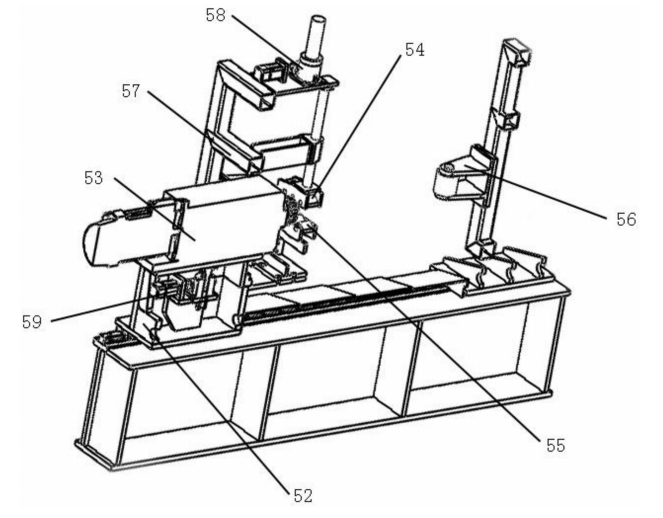
图2 铣边模组的剖面结构示意图
3.3 具体实施方法
金属板材铣边设备,包括三组铣边模组以及设置在三组铣边模组前后的传输机构,铣边模组包括底部调节机构,左铣边机构和右铣边机构。底部调节机构包括架体,架体上设有导轨,且架体的一端固定有驱动电机,驱动电机连接有正反螺杆或者正反丝杆,左铣边机构和右铣边机构均包括固定座、动力头、铣刀盘、上压轮组和下滚轮组,固定座滑动设置在导轨上,两个固定座分别与正反螺杆或者正反丝杆的两端连接,动力头设置在固定座上,铣刀盘设置在动力头上,固定座上还设有支撑架,支撑架的顶部和底部均设有延伸平台,下滚轮组固定在底部的延伸平台上,顶部的延伸平台上固定有调节电机以及由调节电机带动的丝杆升降机,支撑架上还设有导套,上压轮组通过贯穿导套的导杆与升降机连接。支撑架上位于铣刀盘的两侧的位置还设有导向轮,靠近输出端的一组铣边模组的固定座内还设有驱动动力头升降的抬升机构,抬升机构为液压缸、丝杆升降机或者气缸。左铣边机构的上压轮组与右铣边机构的上压轮组相互错位设置;驱动电机与正反螺杆或者正反丝杆之间还设有换向器。传输机构采用上下并排设置的传输辊,其中一个传送辊设有动力源,另一个自由滚动。
3.4 有益效果
本设备优点在于通过两端的传输机构使得金属板料始终处于行进状态,且利用三组铣边模组,分别对金属板料的上下坡口及侧边进行铣边,不影响板料的运动,提高了铣边效率;左铣边机构和右铣边机构可以同时靠近或者远离,适用各种宽度的板料,调节效率也高;左铣边机构和右铣边机构上还设有下滚轮组与上压轮组,不影响板料输送的前提下还能使得板料的铣边过程更加稳定,且通过调节上压轮组的高度,适用于各种厚度的板料。刀盘可以高速大功率旋转,生产效率高,铣削能力强,也可适应大铣削量加工;可加工出不同形状和直口的焊接坡口,只要配置好对应形状的铣刀即可;铣削面精度高、不带毛纹、无变形、光滑平整;铣削废屑细小,可由排泄装置搜集排出;铣削加工大多顺铣,经过优化处理,可以提高刀具寿命;为了保证高效率,铣刀盘可以随意替换;铣边机中一般有角度调节机构,可以随意调节铣刀角度。
4.结语
金属板材加工设备是金属加工领域生产管理的重要环节,对经济运行有直接影响。本文浅谈了一些金属板材加工设备中的创新性技术,虽然有局限性,但是也有其独特的优势。金属板材表面处理设备,提高了除锈效果并方便对易损件进行更换;金属板材铣边设备,价格低、精度高、能耗低、光洁度高、工效高、操作简单、维修方便等优点非常显著;金属加工设备技术的创新与发展大大提高了金属加工的精度和成品率。
参考文献
[1] 常铁锤,陈文豪.铣边机及不剪边工艺研究[J].焊管,2004, 01:31-33+62.
[2] 白玉民.对日本三菱铣边机的分析探讨[J].焊管, 2001, 05:26- -31+61.
[3] 孙天成.钢板铣边机[J].电力机车技术, 1989, 01:17-20.
[4] 李根全,李学军.板边以铣代剪工艺浅析[J].焊管, 2006, 06: 40-42+91.
[5] 李必文,杨春雨,王树人,王铁民.带钢边缘加工工艺的改进一双铣边替代剪边[J].焊管, 2008, 02:63-66+95.
[6] 宋四全. 金属板材成形设备行业的现状和发展(上)[J]. 机械工人:热加工, 2005(5):4.
[7] 蔡志刚. 金属板材表面处理设备:, CN205363490U[P]. 2016.
[8] 华南工学院甘肃工业大学主编:《金属切削原理及刀具设计》 上册,第2版, 上海科学技术出版社,上海,1981。
[9] 布思罗伊德著,山东工学院机制教研室译:《金 属切削加工的理论基础》, 山东科学技术出版社,济南,1980。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



