中车长江车辆有限公司 430212
摘要:ACL力丰集团上海埃锡尔数控机床有限公司2009年生产的PSH-250/3200电液同步数控折弯机,采用加装电子时间继电器,增加卸压时间延迟回程的方法,解决了滑块上行缓慢、抖动的现象。节约一次性维修费用二万元,充分发挥科学技术在生产中的保障作用。
关键词:数控折弯机 时间继电器 回程故障
长江车辆有限公司是中车股份有限公司旗下货车研发、制造、销售与服务的核心企业,主要从事多品种铁路货车制造、铁路货车及其配件出口和铁路货车修理的专业生产,是国内一流的铁路货车制造和出口基地,拥有大量的激光切割机、数控等离子切割机、数控剪板机、数控折弯机等先进的钢材加工设备。
1、电液同步数控液压板料折弯机
ACL力丰集团上海埃锡尔数控机床有限公司PSH-250/3200电液同步数控液压折弯机,采用瑞士CYBELEC-DNC880S折弯机专用操作系统,具有精度高,运行稳定可靠,操作方便的特点。后挡料(X轴)和后挡料高度( R轴)均为松下伺服电机控制,能自动准确定位;滑块行程(Yl和Y2轴)采用奥地利RSF光栅尺进行直线测量,同步控制好。液压系统使用HOERBIGER(贺尔碧格)折弯机专用同步控制系统,动作连续、平稳、压制力稳定。
2.1故障现象
PSH-250/3200电液同步数控折弯机在使用过程中,出现滑块上行缓慢、抖动等现象,导致机床异响振动。在更换平衡阀座与油缸顶部之间的密封件时,其内径Ф55的O型圈发生严重的扭曲变形,内衬磨损、断裂。更换密封件后抖动有所改善,但使用一段时间后,抖动现象又逐步出现,即影响工作效率,也对设备造成损伤。该故障现象经常出现,而且O型圈、内衬为进口专用件,维修更换成本高。
2.2故障问题分析

图中1.0900两位两通充液阀控制油缸与上油箱连接,当1.0900封闭时,控制油液通过液压控制块调整插装阀芯开启状态及通流大小。机床在使用多年后,液压系统各执行元件有不同损耗:(1)、插装阀芯与缸体配合间隙増大;(2)、插装阀芯在换向时,长期冲击铝合金阀座,使阀座微磨损;(3)、高温油液易使O型圈、尼龙内衬损伤。当机床保压卸压转换回程时,压力控制阀0.Y03和比例方向阀Y05得电,油缸从加压保压状态(上腔进油)瞬间转为回程(下腔进油),下腔为有杆腔,只需较少油液就能达到工作速度要求,如果上腔油液不能大流量快速回油箱卸压,油缸上下腔都有压力,形成较高背压,造成液压缸抖动、两缸不平衡憋死等机械故障。我们通过试验,采用工作暂停等待的方法,延缓保压卸压与回程转换时间,抖动得到明显的改善,可见延迟转换回程,延缓下腔进油,能有效消除液压冲击,使机床工作平稳。
2.3故障处理方法
机床采用瑞士CYBELEC-DNC880S折弯机专用操作系统,卸压回程时间等设置在操作界面重新设置后,回程故障没有明显改善,数控系统主板需回厂家调试,维修周期较长,而且主板维修费用五千元以上。
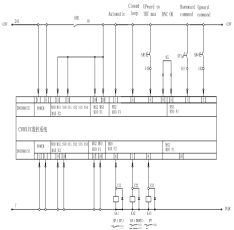
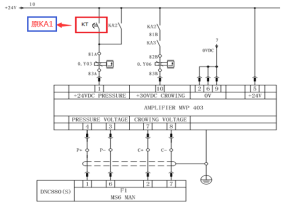
根据电器控制原理,滑块下行折弯保压卸压后,数控系统使KA1得电,经液压压力阀放大器MVP403和液压比例阀放大器PVR5驱动0.Y03和Y05使滑块回程。为保证充分卸压,在KA1和液压放大器之间加装电子时间继电器KT,使压力控制阀0.Y03和比例方向阀Y05延时得电,从而增加了卸压时间,保证滑块顺畅回程,而且由于时间只有零点几秒,也不会影响设备使用效率。
3.关键点和收到的效果
根据电子时间继电器线圈负载特性,数控系统主板输出与原电路一样仍控制KA1的线圈,而开关电源的DC24V经KA1的常开触头驱动电子时间继电器KT的线圈,保证数控系统主板电源正常安全的工作。根据实际卸压状况,时间继电器调整延时0.5S,即保障充分卸压,使滑块顺畅回程,也保障了生产节拍时间。
数控折弯机加装电子时间继电器使用一段时间后,有效解决了滑块回程缓慢、抖动及机床振动异响的现象。其同类故障率降低了90%,设备使用效率提升,极大的减少了维修工作量。该项技术的运用,节省数控主板、密封装置等一次性维修费用约二万余元,年节约该设备配件近十余万元,对其它数控液压设备的维修改造有一定借鉴推广作用。
2023年1月
参考文献
[1] 瑞士CYBELEC_DNC880S操作手册
[2] 作者:吴清珍 孔祥臻《液压传动》科学出版社2018年06月
姓名:李斌(1969.05)
性别:男籍贯:湖北省汉川人民族:汉族
学历:专科毕业于湖北大学
现有职称:中级工程师研究方向:电器维修
单位及邮编:中车长江车辆有限公司430212单位所在地:武汉市江夏区
(单位信息和邮政编码在书上刊登,必填!)
邮寄地址和邮编以及电话:湖北省武汉市江夏区大花岭街南车花园
8栋一单元430212李斌收
电话:13339994505
— 1 —

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号