桐乡波力科技复材用品有限公司,浙江省嘉兴市314000
摘要:为解决我国目前泡沫填充材料塑型产物韧性、软硬度比较差的缺点,本文对泡沫填充材料塑形系统和塑形方法进行技术研究,有效的改善了泡沫填充材料的强度、韧性、软硬度、形状及使用寿命各项性能。
关键词:泡沫材料、填充材料、塑型技术、技术创新
引言
聚苯乙烯泡沫材料――又名泡沫板、EPS板,是由含有挥发性液体发泡剂的可发性聚苯乙烯珠粒,经加热预发后在模具中加热成型的白色物体,其有微细闭孔的结构特点,主要用于建筑墙体,屋面保温,复合板保温,冷库、空调、车辆、船舶的保温隔热,地板采暖,装潢雕刻等用途非常广泛。
1.泡沫材料塑形
泡沫塑料是整体内含有无数微孔的塑料,它是以塑料构成连续相并以气体作为分散相的两相体系。采用不同的树脂和发泡方法,可制得性能各异的泡沫塑料。泡沫塑料由于气相的存在,因而具有密度低、隔热保温、吸音、防震等优点。大部分热塑性和热固性塑料都能制成泡沫塑料。工业广泛应用的是PE、PS、PU 等做基材的热塑性树脂泡沫塑料,热固性树脂泡沫塑料亦有一定产量,但柔软性差。
2.泡沫材料填充构件性能研究现状
将泡沫材料填充于管件后,填充物与外管壁能共同承担外力作用,形成的复合管能改善空管的力学性能与变形性能。国内外对填充泡沫材料的薄壁管在准静态轴压和冲击方面的力学性能和变形模式都已开展了大量研究。
Reid给出了对由金属板制成的薄壁方形和矩形管在准静态和动态轴向压缩作用下的实验结果,对比空管试件与填充不同密度聚氨酯泡沫管件的稳定性能和吸能能力,并提出理论模型对泡沫和金属管件之间的相互作用进行量化。Abramowicz基于能量法推导了填充泡沫材料的棱柱管在轴压荷载作用下的平均压缩力公式。Reddy在准静态和动态加载条件下对填充低密度聚氨酯泡沫的薄壁金属圆管进行试验研究,发现填充泡沫后管件的变方式从不规则的菱形皱折变成轴对称波纹管折叠,并据此展开数值模拟,发现存在有一个可以产生最大比吸能的最佳泡沫密度。Seitzberger研究了准静止轴压作用下不同规格管件(包括管件材料、尺寸和横截面形状等)在填充泡沫铝后的破碎模式,结果表明填充泡沫铝后构件吸能的能力可以得到极大的提升。Deshpande根据轴对称压缩状态对两种泡沫材料(金属泡沫、聚合物泡沫)的屈服行为进行了研究并分别提出这两种材料的本构模型。Rajendran对填充闭孔泡沫铝的不锈钢管进行了准静态和自由落体轴向冲击研究,发现在吸收相同大小冲击能量时,泡沫铝填充管的压缩变形量较空管要小得多,即填充管是一种更为有效的吸能构件。
在国内,黄西成等采用试验与数值模拟的方法研究了冲击作用下泡沫铝填充构件的变形特征与吸能特性。Fan通过试验研究了侧向冲击速度对短空心圆管和夹心圆管构件吸能性能的影响,结合 ABAQUS/Explicit 有限元模型进行数值分析后,发现增加冲击速度能增加管件塑性能量的耗散。为吸收爆炸产生的爆炸能量从而减少建筑物受荷,王永辉提出内嵌泡沫铝的耗能节点,并根据试验与有限元参数分析结果进行了多目标参数优化设计。翟希梅对填充泡沫铝的6082T6 铝合金薄壁圆管进行静态轴压试验,发现填充泡沫铝不仅能有效改善构件变形模式,还可以提高构件耗能能力。
3.泡沫填充塑型现有的问题
泡沫填充材料,从厂家购买进来时是平板形的,将平板形的填充材料按产品所需要的泡沫填充材料的尺寸及形状进行切割,然后包上复合材料,生产出来的产品的形状和大小与实际需要的产品的形状和大小相差很大。泡沫填充材料虽然具有质量轻的优点,但是,还具有比较脆,容易在外力的冲击下破碎;韧性、软硬度也比较差的缺点。
因此,目前迫切需要一种可以改善泡沫填充材料的性能,从而有效提高产品质量的塑型系统和塑型方法。
4.泡沫填充材料塑形系统和塑形方法
4.1泡沫填充材料塑形系统
为了解决现有技术中的塑型机的不能改善泡沫填充材料的性能的不足,本文供了一种能够提高产品质量的泡沫填充材料的塑型系统和塑型方法,采用以下技术方案:泡沫填充材料的塑型系统包括控制器、温控表、冷水机、塑型模具和冷却炉;冷水机通过进水管和出水管与冷却炉相连接,所述塑型模具的上模板上设有向下延伸并且开口向“下的凸槽,塑型模具的下模板上设有与凸槽相对应的凹槽,凸槽的下边缘位于凹槽内,凸曹的深度小于凹槽的深度;所述塑型模具的上模板的上表面和下模板的下表面上分别设有加热板;温控表分别与冷却炉和加热板相连接;控制器分别与温控表、冷水机和塑型模具相连接。
塑型系统是用于对泡沫填充材料进行加热及冷却的系统,通过加热及冷却后,泡沫填充材料的结构发生改变,从而使泡沫填充材料的强度增强,韧性增加,软硬度发生变化、使用寿命增长,形状也会产生一定的改变,当使用经过本塑型系统加工的泡沫填充材料生产产品时,产品质量能够得到显著提高。控制器用于接收各装置传输的数据,并对数据分析、计算并做进一步的控制处理。
温控表用于控制加热板及冷却炉内的温度。冷水机用于储存冷却水。塑型模具用于放置需要加工的泡沫填充材料。冷却炉用于对完成加热工序的泡沫填充材料进行冷却。凹槽和凸槽的结构的设置,使得塑型模具合模时,凹槽和凸槽形成一个闭合的腔体,泡沫填充材料放置在凹槽内,在合模时,为避免上、下模具的压力把充材料压破碎,上、下模具在拉钩的作用下保持的一定的空隙;这样在加热时,泡沫填充材料.上表面与腔体顶部有一定的间隙,模具采用对插式结构,温度不容易损失;温度升高时,泡沫填充材料会软化,间隙的设置使得腔体上部不会挤压到泡沫填充材料.泡沫填充材料在加热的过程中,结构发生改变,使各项性
能发生改变,从而提高了产品的质量.由于泡沫填充材料质量比较轻,因此,采用经过加工的泡沫填充材料生产出来的产品具有质量轻、强度好、韧性好、软硬度好、寿命长的特点。
塑型系统还包括输送架和输送装置;所述塑型模具为2个,分别为第一塑型模具和第二塑型模具;第一塑型模具和第二塑型模具分别设于输送架上,输送架与输送装置相连接。输送装置包括水平丝杆、两个导向杆和与水平丝杆相连接的输送电机。输送装置包括链条、两个导向杆和与链条相连接的输送电机。输送装置用于将第一、第塑型模具进行移动,使第一、第二塑型模具可以在各工位间完成连续的加热及冷却的操作。冷却炉包括上冷却板和下冷却板,所述温控表通过分别设于加热板和上冷却板内的温度传感器与加热板和冷却炉相连接。根据形状与尺寸,设计填充的泡沫填充材料的形状和尺寸;按照设计的泡沫填充材料的形状和尺寸,用镭射激光切割机切割出待加工的泡沫填充材料。
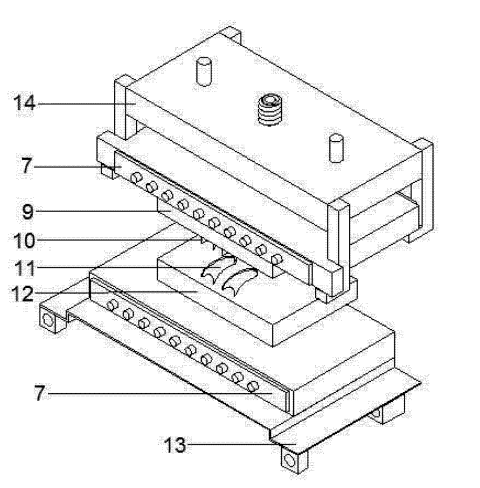
图 1 塑型模具结构示意图
4.2泡沫填充材料的塑型系统的塑型方法
泡沫填充材料的塑型系统的塑型方法包括如下步骤:
(1)根据需要加工的泡沫填充材料的加热及冷却的要求,在冷水机中设定冷却水温,在温控表中设定需要加热的高温范围和需要冷却的低温数值,在控制器中设定加热时间;
(2)用工具将泡沫填充材料放入位于1号工位的第一塑型模具中,控制器控制第一塑型模具的上、下模板合模,在高温的作用下,泡沫填充材料的结构逐渐发生改变,泡沫填充材料的形状也发生变化;
(3)控制器控制冷却水在冷却炉的上、下冷却板内循环流动;
(4)控制器控制设于第一塑型模具的加热板内的电热管通电,第一塑型模具的上、下加热板内的温度传感器分别检测加热板内的温度值并将检测的温度值传送给温控表,温控表将收到的温度值与预设的高温范围进行比较,当第一塑型模具的上、下加热板内的最后一个温度传感器的温度值进入预设的高温范围时,进入保温阶段;当达到预定的加热时间时。控制器通过控制输送装置将第一塑型模具送到位于2号工位的冷却炉的上、下冷却板之间;
(5)控制器控制打开位于3号工位的第二塑型模具的上模板,用工具将待加工泡沫填充材料放入第二塑型模具的下模板的凹槽中,控制器控制第二塑型模具的上、下模板合模;控制器控制设于第二塑型模具内的电热管通电;第二塑型模具的上、下加热板内的温度传:
感器检测加热板内的温度值并将检测的温度值传输给温控表,设于上冷却板内的温度传感器也将测得的温度值传输给温控表;当上冷却板内的温度传感器测得的温度值小于预设的低温数值并且第二塑型模具的上、下加热板内的最后一个温度传感器的温度值进入预定的高温范围及第二塑型模具的。上、下加热板达到预定的加热时间后,控制器控制输送装置带动第一、二塑型模具反方向移动,直至第一塑型模具进入1号工位,第二塑型模具进入位于2号工位的冷却炉的上、下冷却板之间;
(6)在1号工位上,控制器控制打开第一塑型模具,用工具取出塑型好的泡沫填充材料;重新用工具在第一塑型模具的下模板的凹槽内放入待加工的泡沫填充材料;在2号工位上,第一塑型模具在上、下冷却板内进行冷却;继续重复以上的加工过程,周而复始的完成泡沫填充材料的加热冷却的加工过程。
(7)高温范围为195 摄氏度至205摄氏度,低温数值≤60摄氏度,冷却水的温度为9摄氏度至11摄氏度。
5.泡沫填充材料塑形系统和塑形方法的优点
泡沫填充材料塑形系统和塑形方法的具有如下有益效果:(1)经过塑型加工后,有效的改善了泡沫填充材料的强度、韧性、软硬度、形状及使用寿命各项性能;(2)两个塑型模具交替加热、冷却,有效的提高了工作效率;(3)制成的产品的质量显著提高。
6.结语
随着泡沫生产技术的发展,泡沫填充材料在建筑、物流等行业已运用的越来越广泛。本文对于泡沫填充材料塑形系统和塑形方法的技术研究,有效提高了泡沫填充材料的质量和生产效率,为行业的发展提供了横向参考,也为我国其他相关的企业提供了一定的借鉴作用。
参考文献:
[1]张光成,郭超群,闫治坤,周芸,左孝青.泡沫钢填充管的准静态压缩变形模式、力学性能及吸能特性[J].材料导报,2021,35(24):2415824163.
[2]沈晓雪. 聚氨酯泡沫填充铝合金管件轴压稳定性能研究[D].哈尔滨工业大学,2021.DOI:10.27061/d.cnki.ghgdu.2021.003682.
[3]熊宇昕. 两种微孔泡沫材料的制备及其性能研究[D].北京化工大学,2021.DOI:10.26939/d.cnki.gbhgu.2021.000909.
[4]邱丽雁. 泡沫材料的表面改性及其在污水处理中的研究与应用[D].青岛科技大学,2021.DOI:10.27264/d.cnki.gqdhc.2021.000734.
[5]向鸿霞. 双重相变硬质聚氨酯泡沫材料的制备与性能研究[D].重庆理工大学,2021.DOI:10.27753/d.cnki.gcqgx.2021.000793.
[6]许红丽. 氧化石墨烯泡沫及复合相变材料的制备、结构与性能研究[D].天津工业大学,2021.DOI:10.27357/d.cnki.gtgyu.2021.000711.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



