哈尔滨新力光电技术有限公司 黑龙江省哈尔滨市 150000
本文主要解决的是球阀加工过程中如何高效完成密封焊接的问题

图01焊接球阀半剖图
一、关于焊接球阀的简介
球阀是一种以球体作为启闭件的阀门,图01所示为焊接全钢球阀三维图,球阀普遍用来截断或接通介质,也可以用于流体的调节与控制,其特点是结构简单,开关迅速,而本文中要进行讨论的则是球阀中的焊接球阀。焊接球阀在各个领域使用都非常广泛,其优越的品质和高性能的稳定性也是普通铸钢球阀所无法达到的,全焊接球阀使用寿命远远大于铸钢球阀,全焊接球阀广泛应用于城市燃气、城市供热、石油化工、造船、钢铁、调压站、发电厂等各类管道设备上。
二、焊接球阀结构的简介
图01为焊接球阀的半剖图,以展示内部结构,此焊接球阀分左中右三部分,左右两端钢套均与中间球阀工作部分环形焊缝相连,左右两端钢套的外环与中间球阀阀体配合,确保了阀体密封两端的同轴度;左右两端钢套的内环槽镶有密封圈,与阀中球体紧密配合,焊接前需先镶入密封圈,再用外力压紧至阀三段钢体完全贴合后进行焊接。本球阀工艺要求是通过物料的压强为1Mpa,问题是对阀球一侧施压1Mpa时,球对侧受正压1Mpa,球向前偏移,施压侧是处于减小1Mpa的状态,也就是说,单侧都能承受2Mpa时才算合格。两侧密封圈在安装焊接前尺寸过盈,组合后密封圈处于胀紧状态,才能承受2Mpa的密封压力。焊前压力贴紧同时应进行压力2Mpa测试,满足要求后才开始焊接环缝,由于生产都是批量。鉴于以上情况需考虑设计一套半自动焊接工装,以保证焊接质量,同时提高生产效率。
三、球阀的焊接工装的结构简介
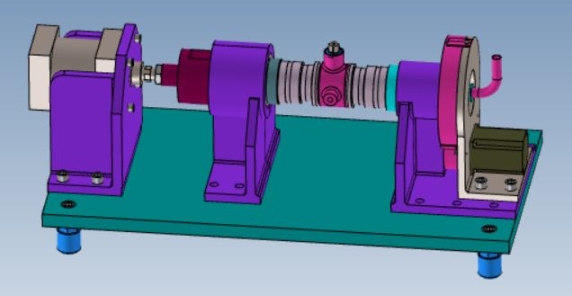
图02焊接工装外形图
图02所示为焊接工装整体工作图,分左中右三部分介绍,先详细叙述设备结构:

图03焊接工装细部结构
适用钢种 | 焊条电弧焊 | 埋弧焊 | 气体保护焊 | 气焊焊丝 | |||
型号 | 牌号 | 焊丝 | 焊剂 | 焊丝 | 保护气体 | ||
10、15、20 | E4311 | J425 | H08A(GB/T 3429-2002) | HJ431 | ER49-1(GB/T 8110-1995) H08MnSiA(GB/T 3429-2002) | CO2Ar+ CO2 | H08MnA(GB/T3429-2002) |
表01 常用低碳钢焊接材料推荐表(摘自:焊工常用技术手册)
四、焊接工装的操作程序
五、工装中的力学计算
F=PS
式中:P—压强(单位:帕斯卡,符号:Pa,换算:1兆帕(MPa)=10.2kgf/cm2),S—受力面积
推算出球阀缸内压力F=PS=2x10.2x9.8x2.5x2.5x3.14=3923.43N
球阀缸内压力F=3923.43N小于气缸推力F推=6136N,故气缸能承受阀体打压2Mpa,不至于球阀打压时将气缸推开。
单位:牛顿(N)
气缸内径 | 活塞杆外径 | 动作方式 | 受压面积(mm2) | 空气压力(MPa) | |||||||||
0.1 | 0.2 | 0.3 | 0.4 | 0.5 | 0.6 | 0.7 | 0.8 | 0.9 | |||||
125 | 32 | 复动 | 押侧 | 12272 | 1227.2 | 2454.4 | 3681.6 | 4908.8 | 6136 | 7363.2 | 8590.4 | 9817.6 | 11044.8 |
拉侧 | 11468 | 1146.8 | 2293.6 | 3440.4 | 4587.2 | 5734 | 6880.8 | 8027.6 | 9174.4 | 10321.2 | |||
表02 气缸理论出力表(摘自:亚德客外购件手册)
基本尺寸/mm | 基本额定载荷/kN | 最小载荷常数 | 极限转速/r·min-1 | 质量/kg | 轴承代号 | 其他尺寸/mm | 安装尺寸/mm | ||||||||
d | D | T | Ca | COa | A | 脂 | 油 | W≈ | 51000型 | d1 min | D1 max | r min | da min | Da max | ra max |
55 | 78 | 16 | 33.8 | 89.2 | 0.043 | 2800 | 4000 | 0.22 | 51111 | 57 | 78 | 0.6 | 69 | 64 | 0.6 |
90 | 25 | 67.5 | 158 | 0.13 | 1900 | 3000 | 0.58 | 51211 | 57 | 90 | 1 | 76 | 69 | 1 | |
105 | 35 | 115 | 242 | 0.31 | 1500 | 2200 | 1.28 | 51311 | 57 | 105 | 1.1 | 85 | 75 | 1 | |
120 | 48 | 182 | 355 | 0.68 | 1100 | 1700 | 2.51 | 51411 | 57 | 120 | 1.5 | 94 | 81 | 1.5 | |
表03 单向推力球轴承(摘自:机械设计手册)
推力球轴承的摩擦力矩可采用近似计算公式:M=0.5xμxdxF推式中:
μ—轴承摩擦系数 d—轴承内经 F推—轴承的当量动负荷
查表得μ=0.002 轴承内径0.055m 轴承的当量动负荷(气缸夹紧力)
带入数值得:
当气缸气压调至0.5Mpa时:
M0.5=0.5x0.0022x0.055mx6136N=0.3712Nm
当气缸气压调至0.9Mpa时:
M0.9=0.5x0.0022x0.055mx11044.8N=0.6682 Nm
共有2轴承参与,故M0.5=0.3712x2=0.7424Nm
M0.9=0.6682x2=1.3364Nm
前文中提到过,选取的大齿轮齿数50,小齿轮齿数19,故大小齿轮传动比为i=50/19=2.63,伺服电机传递到推力轴承最小扭矩为M=2.63x1.3=3.419Nm> M0.5=0.7424Nm,(同时M=3.419Nm> M0.9=1.3364Nm,气缸0.9Mpa推力时也完全满足要求)。
六、结论
本结构着重于实际生产加工,对应有的工序进行了有机结合,从而缩短了生产的工作周期,大大简化了生产工艺流程,同时也保证了焊接质量,是一款高效率的简易工装,在实践中也得到了认证。
参考文献:
《机械设计手册》成大先主编.-6版-北京 ISBN978-7-122-26051-2
《焊接工艺简明手册》徐峰主编
《金属与焊接材料实用手册》安继儒主编
《常用焊接材料手册》徐越兰 尹士科 何长红 喻平编著

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



