广西中烟工业有限责任公司柳州卷烟厂,广西 柳州 545005
摘要:制丝加香过程中存在烟丝粘附面板的问题,分析认为该问题的出现主要是由于香料气液在高速喷射过程中产生了反吹气流,反吹气流将烟丝吹至加香筒面板并被香料气液打湿,以至于烟丝附着在加香筒面板上。针对筒内反吹气流使烟丝粘附面板的问题,在加香喷嘴外周设计安装气流干扰装置。喷嘴改进后,有效的改善了烟丝积附面板的现象。
关键词:反吹气流;气流干扰装置;积烟重量
Abstract:There is the problem of tobacco sticking to the wall of the flavoring cylinder during the process of tobacco flavoring. The analysis shows that the tobacco sticks to the wall due to the back-blowing airflow generated during the high-speed injection of the flavoring and tobacco is wetted by the flavor gas liquid. Aiming at the problem that the back-blowing airflow makes the cut tobacco stick to the wall, a airflow interference device is designed and installed in the periphery of the flavoring nozzle. After the nozzle is improved, the phenomenon of the tobacco sticking wall is effectively solved.
Keywords: back-blowing airflow, airflow interference device, tobacco cumulative rate
随着我国经济社会的发展与进步,烟草行业逐渐进入了高质量发展的阶段。对制丝生产手段、烟草设备进行升级改造,是提高烟草制丝工艺生产质量的重要手段。烟丝加香工艺流程是制丝生产中重要的环节,其工艺质量的高低影响着产品的品质。加香主要任务是将调配好的香料液按工艺要求施加到烟丝中,烟丝充分吸收香料液后自身的香味得到提高,使卷烟的香气更加丰富和充足[[1]]。烟丝加香主要在滚筒式加香筒内进行,目前FLT8000加香筒在生产中存在着烟丝粘附在加香筒面板上的现象,该现象可能会造成烟丝的湿团、结块以及烟支黄斑烟等问题影响工艺质量,并产生一定程度的浪费和生产结束后难以清扫的问题。随着卷烟加工高效、高质量工作的深入开展,需对烟丝附着面板的问题进行分析及改善。
1 问题分析
1.1烟丝加香工作原理
加香工作的原理是:烟丝通过振槽加香筒入口端输送进筒内,由于加香筒具有一定的倾角,形成入口端高、出口端低的高度差,伴随筒的轴向滚动,烟丝在筒内会向筒出口方向运动。FLT8000加香筒入口端安装有一双介质喷嘴,压缩空气作为引射介质,香料液作为雾化介质,两者从双介质喷嘴中高速喷射到加香筒内,配合滚筒的滚动及筒内耙钉的作用将烟丝抛起,香料液均匀地喷洒在烟丝上,从而达到给物料加香的目的。
1.2 烟丝粘附面板问题分析
为更好地分析烟丝粘附面板的主要原因,本文对5批次加香生产后,加香筒面板积烟量重量与该批次筒内积烟总重量之比进行了统计。FLT8000加香筒内径为1760mm,长度为4100mm,本文将加香机分为三个部分,即加香筒烟丝输入端面板,加香筒内壁,出料罩三部分。
表1 筒内不同部位积烟量(kg)
编号 | 面板 | 内壁 | 出料罩 |
1 | 0.62 | 0.10 | 0.20 |
2 | 0.59 | 0.12 | 0.20 |
3 | 0.48 | 0.08 | 0.22 |
4 | 0.70 | 0.14 | 0.18 |
5 | 0.62 | 0.10 | 0.16 |
经过现场调查统计发现,出料罩及内壁附着的是干燥的粉末及碎丝,附着量较少,对后续的卷烟工序没有影响,面板附着的是湿团状的粉末及碎丝,附着量较大对后续的卷烟工序有着严重的影响,因为随着附着量的增加,湿团粉末从面板上脱落混入到烟丝内,必然导致后续的卷烟工序产生黄斑烟。本文考虑香料气液高速喷射动作对烟丝积附在面板产生了影响。根据相对性原则,物体在环境中高速运动,可视为物体静止不动,而环境中的气体快速地绕过物体流动。如果达到一定的流速,气流会在物体表面会出现逆势梯度,即会产生负的流体静压力,因此物体周围区域会形成低压。根据流体力学中的伯努利方程:
![]() (式1)
(式1)
式中:p为单位体积流体的压强能;
![]() 为单位体积流体的动能,其中v为流体流速;
为单位体积流体的动能,其中v为流体流速;
![]() 为单位体积流体的重力势能;
为单位体积流体的重力势能;
Constant为常数。
结合实际问题分析,假设筒入口端气体压强为p1,气体流速为v1,筒出口端气体压强为p2,气体流速为v2,由于加香筒的倾角较小,因此入口端与出口端的高度差忽略不计。香料气液在筒入口端高速喷射时会带动附近的气体向前运动,而筒出口端的气体流速与大气环境相近,因此可视入口气体流速v1大于出口气体流速v2。由式(1)可推出,入口端气体压强p1小于出口端气体压强为p2,由于筒内气流的连续性,入口端气体压强较筒内其他区域小,气体会往入口端流动形成反吹气流,从而带动烟丝反吹至入口端附近面板,反吹的烟丝被香料气液打湿,以至于烟丝附着在面板上。反吹气流的示意图如图1所示。
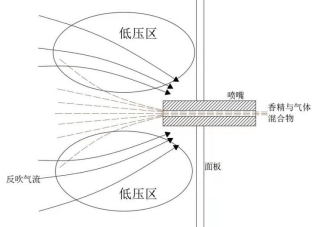
图1 反吹气流形成示意图
3 解决方案及措施
通过分析可知,烟丝在加香筒入口端面板粘附较多的现象是由于入口端的香料液喷射路径的两侧会形成低压区域,筒内气体会往该区域流动,形成反吹气流,由于该区域位于面板附近,反吹气流会将烟丝和香料气液吹到面板上。因此,解决该问题的有效途径有两个:减小面板附近的低压区域的影响和避免物料接触面板。
3.1减小低压区域的影响:
低压区域的产生是由于高速流体带走了面板附近的气体,从而导致了筒内其它区域和面板附近区域形成了压差。为达到减小低压区域影响的目的,改进主要考虑了两种方案:减小喷射流速、往低压区域补充气体。
方案一:减小喷射流速
根据式(1)中流速与压强的关系可以判断,喷头附近的压强与香料气液喷射流速成反比,因此理论上减小香料气液喷射流速,可使喷头附近处的压强增大,当该处压强与周围压强相近时,反吹问题将会被改善。
可行性分析:香料液喷射过程中需要被雾化,若雾化效果不好会导致烟支有黄斑烟[[2]]。香料液的喷射速度与压缩空气的施加压力相关,香料液雾化效果则与喷射流速、压缩空气压力有关。多种理论模型认为:液体由喷嘴内部的高压状态喷射而出进入低压的大气中,高速射流脱离了喷嘴腔体的束缚,导致液体的边界条件发生巨大改变,因此导致射流雾化,而且射流自身的湍流程度对雾化效果有重要作用[[3]]。因此,若是降低了香料气液的喷射速度,则会影响其雾化效果。因此该方案不采纳。
方案二:往低压区域补充气体
通过往低压区域填充气体,可使该区域的压强与周围流体的压强保持平衡,同时气体的填充也起到了阻挡回吹气流的作用,从而来消除低压区域所带来影响。
可行性分析:在制丝生产车间中,压缩空气是常用的一种能源,因此可考虑采用压缩空气作为补充源来填充低压区。该方法的可执行性较高。
3.2阻挡物料接触面板:
方案一:使用滚刷对面板进行清扫
在面板上安装一可移动的滚刷,加香过程中使用滚刷将粘附在面板上的烟丝扫落。
可行性分析:由于滚刷被置于筒内的工艺环境中,因此会有刷头掉入烟丝中,造成杂物污染烟丝的风险。因此该方案不采纳。
方案二:使用气流对面板进行吹扫
在面板面上施加持续的气流层,能使面板与筒内物料分隔开来,同时气流有吹扫面板上粘附物的作用,能有效保持面板的清洁。
可行性分析:在制丝生产车间中,压缩空气是常用的一种能源,因此可考虑采用压缩空气作吹扫面板,而且该方法不会产生杂物污染隐患。因此,该方法的可执行性较高。
3.3气流干扰装置的设计:
基于前文各可行性分析,最终采用往低压区域补充气体和使用气流对面板进行吹扫的方案。因此,本文设计了一种反吹气流干扰装置以实现上述方案,该装置结构示意图如下所示,它是由输气管、气嘴管道和若干气嘴组成。输气管一端连接气嘴管道的进气端,另一端外接压缩空气源;气嘴管道呈环形,气嘴设置在气嘴管道上。气嘴管道安装在加香喷嘴的外周,气嘴的开口方向主要有两种:与香料气液喷射方向同向、贴近面板且与壁面平行。

图2 气流干扰装置结构示意图
气流干扰装置的工作原理是:压缩空气源由输气管进入气嘴管道后,通过多个气嘴向外吹气。与香料气液喷射方向同向的气嘴吹出的气流用于往低压区域补充气体,防止反吹气流将烟丝反吹;贴近面板且与面板平行的气嘴吹出的气流用于对面板进行吹扫,以形成气流层使面板与筒内物料分隔开来和清理粘附在面板上的烟丝。
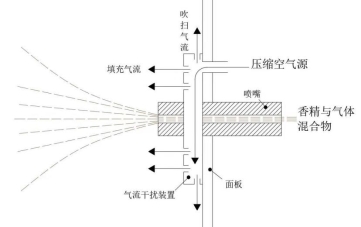
图3 气流干扰装置工作示意图
4 气流干扰装置使用前后面板积烟重量对比
本文实验统计了使用气流干扰装置前、后及气流干扰装置的不同气源压强下各5批次的面板积烟重量,气流干扰装置所通压缩空气的压强设置为0.12MPa、0.14MPa、0.16MPa、0.18MPa。统计结果如表所示。结果表明,未使用气流干扰装置的平均积烟重量为0.602kg,使用0.12MPa气流干扰后的平均积烟重量为0.294kg,说明气流干扰装置的使用能有效改善面板积烟问题。对比气流干扰装置不同气源压强下的面板平均积烟重量可发现,压强增加到0.14MPa后积烟重量下降幅度趋于平稳,为减小气流干扰装置所喷射的气流对筒内环境的影响,本文最终采用0.14MPa作为气流干扰装置的气源压强,平均积烟重量从未使用气流干扰装置的0.602kg下降到了使用0.14MPa气流干扰的0.014kg,下降幅度达到了97.7%。
表2 气流干扰装置不同使用情况下面板平均积烟重量(kg)
气源压强 | 平均积烟重量 |
未使用 | 0.602 |
0.12MPa | 0.294 |
0.14MPa | 0.014 |
0.16MPa | 0.011 |
0.18MPa | 0.009 |
5 结论
本论文讲述了一种对加香面板积烟问题的改善方案,通过在加香喷嘴外周加装气流干扰装置,实现往低压区域补充气体和吹扫面板积烟,以减小反吹气流对积烟的影响。改进后,面板平均积烟重量由原来的0.602kg降低到0.014kg,积烟重量的下降能有效改善湿团和结块问题,同时降低了物耗,减少了操作人员每批次间的清扫时间,提高了产线的生产效率。
[1]第一作者:梁文斌 (1974--),本科,工程师,高级技师,主要从事烟草设备维修。E-mail:01532@gxzy.cn;
⃰1通信作者:黄贤飞 (1978-),男,广西柳州,硕士研究生,主要研究方向:烟草工艺研究
[[1]] 陈良元.卷烟生产技术[M].河南科学技术出版社,2002.
[[2]] 刘舒畅,张峻松,翟义龙,黄新民,宋豪,罗冰.浅谈烟支表面黄斑缺陷的产生原因及预防管控[J].轻工科技,2015,31(09):109+117.
[[3]] 王宇.烟草加料过程中双流体喷嘴雾化粒径的研究[D].郑州轻工业学院,2018.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



