东方汽轮机有限公司 ,四川 德阳 618200
摘要:介绍了某F系列重型燃机叶片表面涂层要求,优化喷涂相应的参数,提高喷涂效率,使用精益工具DMAIC法进行问题分析,最终达到效率提升和质量保障的方法。
关键词:涂层;参数;DMAIC法
随着燃机的效率提升,燃机的运行工况越来越苛刻,其中对压气机部位的叶片表面涂层技术要求不断提升。在叶片抗微动磨损涂层和无机防腐涂层的喷涂方法和表面质量上提升了两个等级,由之前的粗糙度Ra1.0提升至Ra0.3。
在新的技术参数下,为满足要求,对于叶片涂层的喷涂过程,相对于过去的工艺步骤有所增加,在制备时间上有所加长。在2019年制造的首台份期量中合计使用120天(4个月),而该机型的生产周期,对标国际某公司的周期明显滞后,对全年要求完成4台的产出,产生了极大的挑战。
所以成立精益改善项目,加快关键技术影响提升,梳理生产流程组织管控,提升表面工程业务的生产效率。
1.与项目相关的业务价值链分析或项目拟解决的焦点问题分析
通过活动的展开,首先根据喷涂工序,我们对完成喷涂步骤进行了分解,查找出影响生产周期的待改善点。压气机叶片叶根抗微动磨损涂层单工位喷涂,效率低下,制约生产周期;叶身无机防腐涂层喷涂时底漆粗糙,喷丸后涂层粗糙度增加,面漆粗糙度,研磨时间长等原因造成生产周期长。
项目中对喷涂作业研究、人员配置优化 、喷涂制造技术优化、喷涂工装优化和整合生产组织模式研究等方面进行了分析。
2.项目运用精益管理方法、工具
在整个项目实施过程中,全项目组人员齐心协力放弃传统的改善方法。把参加精益六西格玛培训的知识充分运用。从以前用经验解决问题的方法,改为用DMAIC方法来解决问题。以数据收集作为分析和评判改进的基础,充分应用六西格玛统计分析方法,以数据和事实为依据,从数据分析中发现问题原因,更快捷有效地找到解决问题的方法。
1).定义阶段
使用了3种精益管理方法工具,首先使用了图表分析法对全年产出的瓶颈,识别出了问题所在然后使用了柱状图分析实现了目标量化。最后用流程图确定了项目的研究范围。
2).测量阶段
共使用7种精益管理方法工具,通过Y数据收集流程、寻找及筛选目标因子、因果矩阵分析、指标变化与改善措施对叶片涂层制备的全过程期量进行收集,应用了流程图、柏拉图、价值流程图、鱼刺图和价值流程图讨论并对其形成了初步的改善方案,找出17个末端改善因子。
3).分析阶段
继M测量阶段分析出的17个因子,在舍去和使用快赢改善后再分析阶段继续梳理和突破剩下12个因子。
通过整合Y1效率因子构成分析,主要集中在喷涂时间,流转停滞时间,对喷抗微动涂层喷涂效率进行深度分析和方法验证,并实行专项改善。
通过对Y2的影响因素分析,找出影响零件返工的主要因素并进行根因验证,对Y2的影响因素减少叶片喷涂完成后进入固化阶段等待时间,实行快赢改善。
4).改善阶段
对Y2和Y3剩下的8个末端因子,进行改善方案制定,并对方案进行筛选和实施,其中对喷丸角度、喷丸压力和温湿度控制等参数类改善因素进行不同层级参数的配对实验,通过矩阵分析得出优化参数。对于其他改善措施逐一进行改善,实施后所针对问题均得到了改善。
5).控制阶段
为了巩固项目改善成果,将项目效果从Y1、Y2和Y3等3个方面进行效果检查,归集项目中总结的各项工艺文件、作业指导书和操作规范,并对项目的财务收益从人工成本、材料消耗和能源消耗3方面进行核算。并在项目推广介绍上做出总结。
3.项目实施核心改善阶段
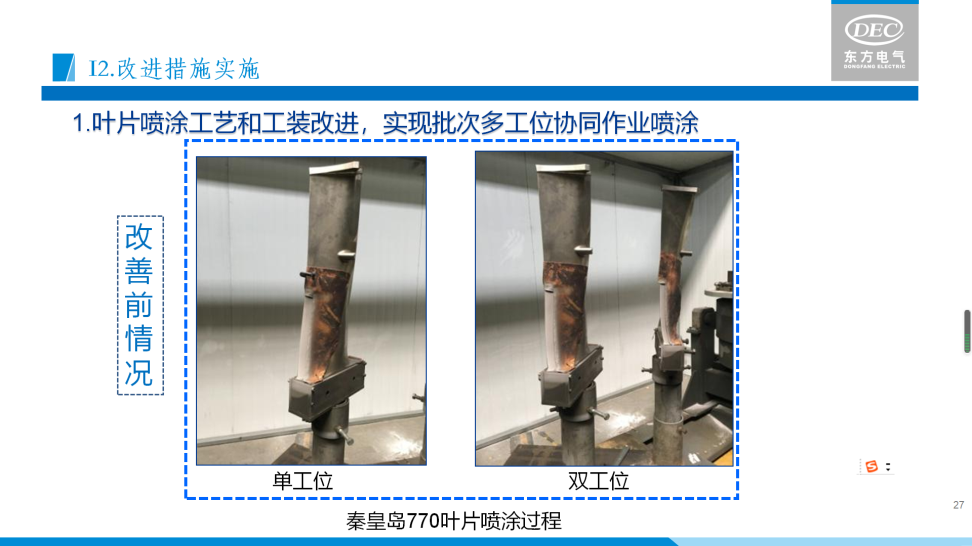
喷涂工位效率提升改善,在叶片喷涂工艺和工装上改进,实现批次多工位协同作业喷涂,喷涂间重新布局,整理 ,整顿内部必要品,使整个喷涂间整洁有序 ,采用ABB双工位自动喷涂如图1所示。
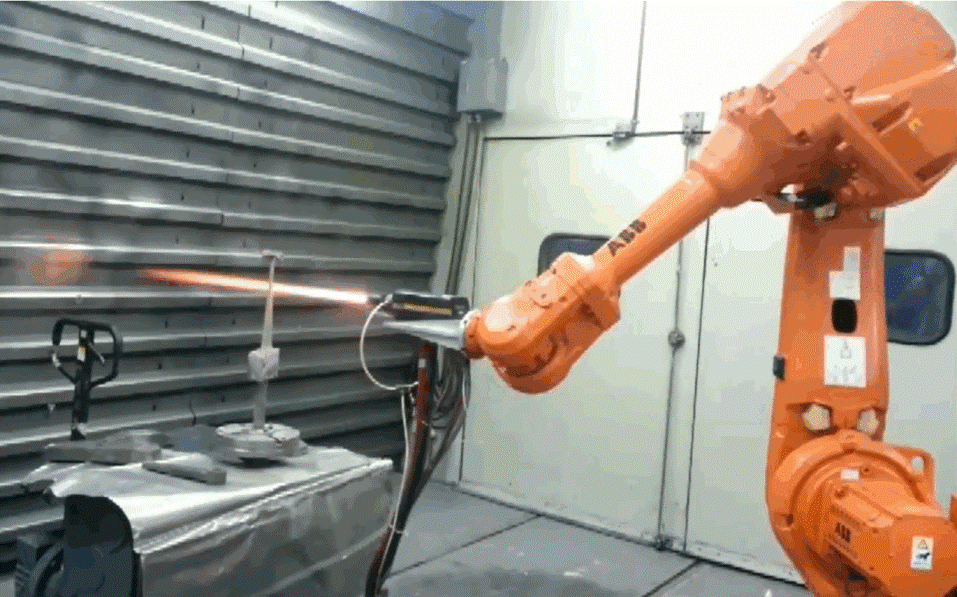

a)改善前单工位喷涂 b)改善后双工位喷涂
图1 改进前后喷涂工位对比
在某项目中,采取单工位和双工位喷涂不能满足喷涂效率项目改进后。在某化工整改机组项目上改进成8工位喷涂,效率提升了4倍如图2所示。叶片喷涂工艺和工装改进,实现批次多工位协同作业。

a)改善前单工位喷涂 b)改善后八工位喷涂
图2 改进前后喷涂工位对比
4.项目实施经验提炼总结
项目实施过程中,充分挖掘了新场地的运用优势,在新产品切入方面,固化了各类制备方案,实现设备人员方面的配置和运用形式多种高效的配合方式并固化,提升了热喷涂产品制备和无机涂层产品制备的效率。实现现场5S管控可视化、作业生产标准化,对生产组织和资源综合运用进入到良性的管控循环。
作为精益项目的开展,让我们意识到前期数据收集的重要性,精益项目改变了我们以往发现问题、提出方案、解决问题的固有常规模式,我们学会了使用工具查找根本原因,并通过数据进一步分析一切用数据说话然后再采用精益六西格玛方法将所有生产过程、执行能力都量化为具体的数据,聚集过程,识别焦点问题,关注改进方向,输出量化指标,使我们在工作中更快捷、有效的找到解决问题的方法,提升单位项目策划和执行力。
参考文献:
[1]迈克尔·L.乔治.精益六西格玛工具速查手册[M] .北京:机械工业出版社 2017
[2]吴子健,吴朝军,曾克里.现代热喷涂技术[M] .北京:机械工业出版社 2018
[3]魏世丞,王玉江,梁义.热喷涂技术及其在再制造中的应用 [M] .哈尔滨:哈尔滨工业大学出版社2019

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



