宝鸡机床集团有限公司,陕西宝鸡, 721013
关键词:塑性材料;车削断屑;粗糙度;FSC
项目 | 设定 | 备注 |
控制轴数 #987 | 3 | C轴需要设置在控制轴数中,如果有C轴功能可以设置为4 |
轴名称#1020 | 65 | 名称为A |
轴属性#1022 | 0 | |
轴放大器#1023 | -128 | 虚设轴 |
电机代码#2020 | 300 | 任意设置即可 |
指令倍乘比#1820 | 2 | 需要和其他伺服轴设置相同 |
齿轮比分子#2084 | 实际值 | 和X轴Z轴相同即可 |
齿轮比分子#2085 | 实际值 | |
位置增益#1825 | 3000 | 同X/Z轴设置 |
快移时间常数T1 #1620 | 实际值 | 同X/Z轴设置 |
快移时间常数T2 #1621 | 实际值 | 同X/Z轴设置 |
切削进给时间常数T1 #1622 | 实际值 | 同X/Z轴设置 |
根据轴震动方向的不同,可以分为X轴震动以及Z轴震动两种断屑方式,具体如下图所示:
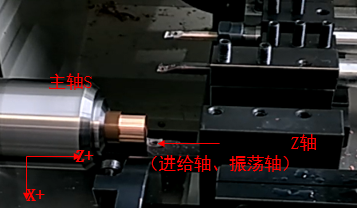
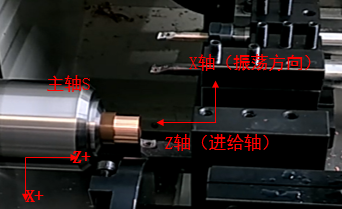
图一、X轴震荡以及Z轴震荡示意图
利用FSC摇动功能进行车床断屑的原理是首先设置一个虚设轴,然后使虚设轴进行高精度往返震荡,此时使实际需要震荡的轴同虚设轴进行柔性同步,从而使实际轴的动作为程序指令动作叠加震荡动作,进而实现伺服轴根据程序指令运动的同时进行一定幅度以及速度震荡动作的目的。
因为最终需要将高精度震荡动作叠加在实际的轴移动中,所以一个虚设的轴是必须的。其中特别需要注意的为虚设轴需要将返回参考点动作取消,同时对应的速度信号需要进行设置,表一中虚设轴设置为A轴。
表一:虚设轴参数
对于虚设轴进行高精度往返控制的相关设定,因为其为选项功能,首先需要确认其具有对应的选项功能。假定第三轴为虚设轴,需要设置的参数如下:
设定项 | 设定 | 备注 |
高精度控制往返控制功能 #25650.0 | 1 | 高精度控制往返控制功能有效 |
往返控制轴 #8370 | 3 | 假定为第三轴,可以修改 |
往返控制下死点 #8373 | 实际值 | 重点调试修改参数,震荡幅度 |
往返控制基准速度 #8374 | 实际值 | 重点调试修改参数,震荡速度 |
最大往返控制进给速度 #8375 | 实际值 | 限制最高速度 |
表二:高精度往返控制设置
根据已经进行的测试经验,车削断屑过程中重点调整的参数为参数8373以及参数8374,8373决定了震荡的幅度,8374决定震荡的速度。一般准则为机床惯量越大,震动幅度越大,震荡速度越低。考虑到机械承受能力,8373推荐设置范围为0.1~0.8,8374推荐设置范围为100~600,可以根据实际机械情况进行调整。
柔性同步控制在车削断屑中的重要目的为将虚设轴的震荡动作与伺服轴的正常指令进行叠加,从而实现断屑的效果。控制中以虚设轴A轴作为其主动轴,需要进行震荡的伺服轴设置为从动轴,最多可以设置4组。设置以标准车床为例,设置两组震荡轴,其设置如下表所示:
项目 | 设定 | 备注 |
A组主动轴号#5660 | 103 | 假定虚设轴为第三轴,设置此数值表示第一通道第三轴 |
A组从动轴号#5661 | 101 | X轴轴号,第一通道第一轴 |
B组主动轴号#5662 | 103 | 假定虚设轴为第三轴,设置此数值表示第一通道第三轴 |
B组从动轴号#5663 | 102 | Z轴轴号,第一通道第二轴 |
柔性同步控制同样需要对应的梯形图处理步骤,一般为M代码进行对应柔性同步轴的开启以及关闭,主要需要处理的信号如下:
MTAA组柔性同步信号:此信号为输入信号,其为1时柔性同步开启,其为0时柔性同步关闭。
MTBB组柔性同步信号:此信号为输入信号,其为1时柔性同步开启,其为0时柔性同步关闭。
高精度往返控制以及柔性同步的开关顺序为:打开柔性同步->打开高精震荡->加工动作->关闭高精震荡->关闭柔性同步。请务必以此种顺序进行整体控制的开启以及关闭顺序,否则会导致控制轴位置停止再震荡范围中的随机位置,造成加工问题。
在FSC摇动功能调试完毕之后,开启对应的功能可以看到机床对应的震荡轴开始叠加震荡动作,为了方便描述,下面统称此种状态为开启震荡动作。同时可以对于震荡轴进行正常的程序或者手动指令,其移动量为指令量叠加高精震荡的震荡量。
具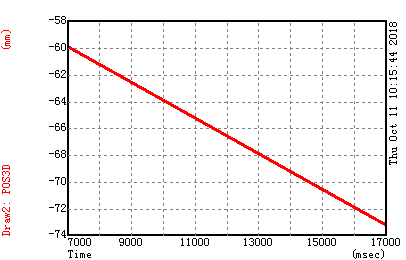 体动作如下POS3D采集波形所示,为正常的指令和叠加了震荡动作的位置曲线:
体动作如下POS3D采集波形所示,为正常的指令和叠加了震荡动作的位置曲线:
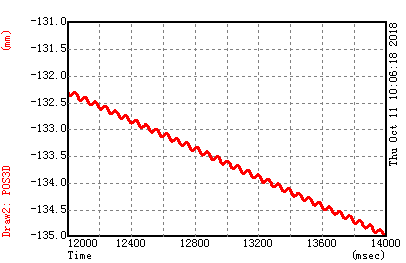
此图示为未进行震荡动作的位置指令 叠加震荡动作的位置指令
图二、震荡动作指令示意图
从上面的波形可以看到,叠加了震荡指令的动作可以理解为在正常指令的基础上叠加了周期性的循环动作,从而可以造成切削表面的深浅出现变化,从而实现车削过程中的断屑动作。同时也可以容易的推论出,此种动作一定会造成车削表面的粗糙度变化,所以此种动作最为适用于粗加工中。同时因为其不影响轴的正常指令,所以其应用在直线、斜线、圆弧以及各种车削循环中都可以起到作用,使用极为方便。
因为此种加工断屑方式会造成加工表面的粗糙度变差,所以在要求最终加工效果的精加工中不适用于采用震荡断屑动作。但是可以通过在粗加工中留有对应的余量,使最后精加工需要切削的余量为波浪形,从而也实现断屑的加工效果。
综合分析,通过FSC 摇动车削断屑功能方案较为适用于粗加工的过程中,同时在小型车床上可以取得更为良好的加工效果。最终的精加工可以通过与粗加工余量的良好调整同时达到断屑和保证加工结果的目标。此种加工因为从原理上保证了不会出现长条形的切屑,所以可以实现完全的断屑效果,加工过程中断屑极为稳定。同时会造成机械负载增大,对于联轴器、丝杠以及电机都存在不利的影响,所以在机床设计阶段就需要注意此点。同时刀具加工中会减少切屑粘连的磨损,同时增加一定的切削路径,所以寿命问题还需要进一步验证。
参考文献
[1]FANUC 0i-F Plus 车床 加工中心通用操作_中文_v01[Z]
[2]FANUC B-65452CM_01 ai-B&bi-B主轴电机规格(1)
[3]FANUC B-64693CM-1_0i-F Plus 功能连接_中文_v01
[4]FANUC B-64700CM_0i-F Plus 参数_中文_v01
作者简介:苏少锋(1989—),男,工学学士,助理工程师,从事数控机床运动控制及自动化方面的技术工作。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



