河北省烟草公司沧州市公司 河北省 061000
摘要:目前,烟草商业物流采用分拣线采用的热缩膜包装机均为每台包装机一套堆叠系统,包括一个输入条烟的入口,通过传送带连接一个堆叠模块,单次堆叠一个订单 ,相应地热缩包装单元也只包装一个订单,使得入口堆叠能力相对不匹配,入口流量不均、相互影响封包效率,同时未能充分发挥订单间隔多的问题,影响分拣效率,造成单套稳定能力约12~13包/分钟。 为克服现有技术中的上述不足,本实用新型提供一种能够在一个主传送带上同时处理两个订单,节省人工且封包效率高的热收缩膜包机。
关键词:烟草;全品规热收缩膜包装机;实施方式
1导言
烟草全品规热收缩膜包装机,包括机架,在所述机架上按工序依次设置有双堆叠装置、套膜封切装置、热收缩炉、冷却装置,所述双堆叠装置、套膜封切装置、热收缩炉、冷却装置分别与控制单元电性连接,所述双堆叠装置包括分别设置在主传送带两侧的第一堆叠单元和第二堆叠单元,每个堆叠单元具有两个输送入口,所述套膜封切装置包括收缩膜滚轴、套膜部件和封切部件,所述热收缩炉上设置有PID温控仪和热风循环系统;所述冷却装置包括强冷却风扇。该热收缩膜包机,能够在一个主传送带上同时处理两个订单,具有节省人工、封包效率高的有益效果。
2技术方案
烟草全品规热收缩膜包装机,包括机架,在所述机架上按工序依次设置有双堆叠装置、套膜封切装置、热收缩炉、冷却装置,所述双堆叠装置、套膜封切装置、热收缩炉、冷却装置分别与控制单元电性连接,
所述双堆叠装置包括分别设置在主传送带两侧的第一堆叠单元和第二堆叠单元,所述第一堆叠单元具有第一输送入口和第二输送入口;所述第一输送入口通过传送带连接第一堆叠模块,所述第二输送入口通过传送带连接第二堆叠模块;所述第二堆叠单元具有第三输送入口和第四输送入口,所述第三输送入口通过传送带连接第三堆叠模块,所述第四输送入口通过传送带连接第四堆叠模块,所述第一堆叠模块、第二堆叠模块、第三堆叠模块、第四堆叠模块均与所述主传送带连接;
所述套膜封切装置用于对所述双堆叠装置经所述主传送带传输的条烟堆垛进行套膜封口,所述套膜封切装置包括收缩膜滚轴、套膜部件和封切部件,所述收缩膜滚轴上的收缩膜经导膜部件、上模部件输送至条烟堆垛的上下方,完成套膜动作后,由所述封切部件完成封切动作。
本实用新型的热收缩膜包机,具有四个入口,可以同时堆叠两个订单,堆叠的卷烟种类也可以有四种,节能降耗,一台可以替代成现有技术的中的两台,节省空间、耗能减半,人员也减半,达到了精益物流的效果。
3具体实施方式
下面将结合附图对技术方案进行清楚、完整描述
烟草全品规热收缩膜包机,如图1-2所示,包括机架,在所述机架上按工序依次设置有双堆叠装置、套膜封切装置、热收缩炉4、冷却装置8,所述双堆叠装置、套膜封切装置、热收缩炉4、冷却装置8分别与控制单元电性连接,
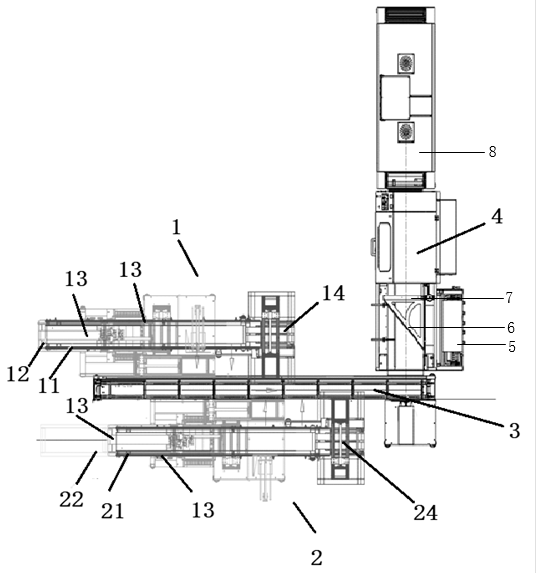
图1
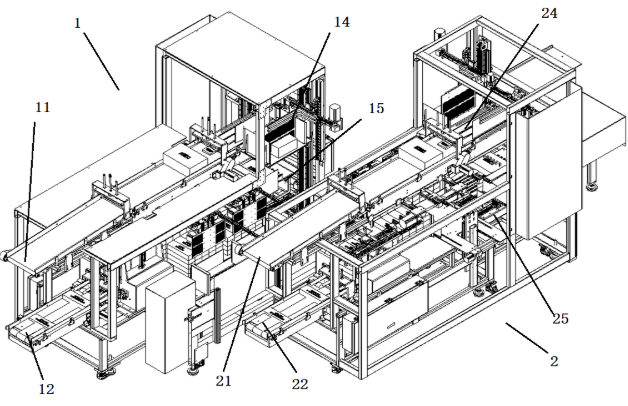
图2
所述双堆叠装置包括分别设置在主传送带3两侧的第一堆叠单元1和第二堆叠单元2,所述第一堆叠单元1具有第一输送入口11和第二输送入口12;所述第一输送入口11通过传送带13连接第一堆叠模块14,所述第二输送入口12通过传送带13连接第二堆叠模块15;所述第二堆叠单元2具有第三输送入口21和第四输送入口22,所述第三输送入口21通过传送带13连接第三堆叠模块24,所述第四输送入口22通过传送带13连接第四堆叠模块25,所述第一堆叠模块14、第二堆叠模块15、第三堆叠模块24、第四堆叠模块25均与所述主传送带3连接。
该热收缩膜包机设置有四个入口,通过在主传送带3两侧各布置两个入口,每个入口分别对应一个堆叠模块,其中一个用于处理标准烟和细支烟,另一个用于处理其他卷烟。堆叠模块采用标准化设计,可根据后续的功能要求进行灵活配置2-4个功能模块。每个堆叠模块后续的缓存工位数量不少于2个。
所述套膜封切装置用于对双堆叠装置经主传送带3传输的条烟堆垛进行套膜封包,套膜封切装置包括收缩膜滚轴5、套膜部件6和封切部件7,收缩膜滚轴5上的收缩膜经导膜部件、上模部件输送至条烟堆垛的上下方,使热收缩膜平行均匀整齐地包覆在条烟堆垛上,完成套膜动作后,由封切部件7根据预设的包装长度及宽度对热收缩膜进行裁切,完成封切动作。所述套膜封切装置使用可降解POF热收缩膜,厚度≤0.03mm。封切方式采用四面封,将封口面设置于条烟的长方向侧面,这样便于提包且不破膜,同时外表美观。
所述套膜封切装置采用气缸推动,两端设置有导柱,使条烟堆垛在进行封装时保持位置端正统一,确保套膜部件6的套膜操作、封切部件7的封切操作更加准确,保证封口切膜的平稳性及可靠性。
所述热收缩炉4上设置有PID温控仪、热风循环系统。PID温控仪将热收缩炉4内的收缩温度控制在150℃-180℃,PID温控仪具有PID参数自整定功能,可自动适应不同的被控制对象,全部参数设定值均有停电记忆。热风循环系统使热收缩炉4内的热量分布更加均匀,具有节能并使收缩更紧固美观的作用。
所述冷却装置8包括强冷却风扇,用于封包的冷却定型。强冷却风扇可装设四台,从而实现热收缩包装的快速冷却定型。
控制单元采用PLC可编程控制器。进料、套膜、封切、收缩、冷却流程均采用PLC控制,过程全自动,无需人员干预。通过PLC可编程控制器还可对该热缩膜包装机的速度进行调节,交流电机附置变频器,实现变速控制,从而适应上游的分拣速度,保证包装流程控制的准确性和稳定性。
热收缩膜包机还包括显示屏,所述显示屏与所述控制单元电性连接,所述显示屏用于显示动作、报警、状态信息。所述显示屏为触摸屏。整机控制部分采用触摸屏控制,使设备动作控制进入高精密智能化状态。各动作都受到监控,各种报警、状态都在触摸屏上清晰显示,使设备运行更加安全可靠,可以单步动作, 便于调试和维护。当热收缩膜包机的热收缩炉4发生故障停机或突然停电时,具备应急功能,可通过手动方式将热收缩炉4内的膜包输送到出口,防止卷烟因为故障或突然停电在热收缩炉4内烧坏。热收缩膜包机具有手动调试功能和自动功能,手动功能时,通过热收缩膜包机触摸屏设置条烟的套膜数量并可实现套膜任务维护;自动功能时,热收缩膜包机根据上位PLC发送信息工作。
该热收缩膜包机的包装流程为:输送→叠层→整包输送→套膜封口→收缩→冷却。具体来讲,进烟采用连续均速进烟方式,避免条烟的回弹和损伤现象。
套膜封切装置采用气缸推动,两端带有导柱,保证封口切膜的平稳性及可靠性。带着热收缩膜的条烟堆垛进入热收缩炉4中,在热收缩炉4的加热烘烤下,条烟堆垛表面的热收缩膜软化收缩,紧紧地包覆在条烟堆垛上,经过热收缩炉4出口相连的冷却装置8冷却定型,最终完成包装工序。
热收缩膜包机还包括提示单元,所述提示单元与所述控制单元电性连接。如出现条烟姿态异常(侧立卷烟)检测停机、热收缩膜包机实际套膜数量和PLC下达数量不符合等情况时,所述提示单元及时报警,从而提示工作人员进行应急处理。所述提示单元为声光报警器,声光报警器对作业现场的工作人员可起到良好的提示作用。
该热收缩膜包机安装有安全保护装置或者安全防护装置,避免人工把条烟推入包装时伤人,杜绝出现人员伤害的危险。其中,安全保护装置可采用有源光电保护装置、联锁装置、敏感保护装置,可根据现场需要进行选择。
该热收缩膜包机出口经辊道输送机与自动贴标机相连接,辊道输送机上方及周围不得有干涉物,出口配置计算机、机柜及打印机用于接收、显示相关数据并打印发货标签。这样在热收缩膜包机完成自动码垛、套膜、热收缩包装、冷却等流程后可自动输送至自动贴标机,最后完成膜包的自动贴标。
该热收缩膜包机能够实现对分拣线上不同品牌来烟的自动堆叠、套膜及热收缩包装功能,能够对全品规条烟的条烟堆垛均进行包装。经测定,实际包装装效率≥16包/分钟。
结束语
总之,包装机是烟草物流分拣设备的重要组成设备,是实现以零售户订单为单位完成卷烟产品分拣供应的关键,其主要作用是将各零售客户所需的已分拣好的条烟组合成型,并完成整体包装。采用热收缩膜包装效果直观、牢固,具有耐磨、防串货,适合不同规格条烟组合包装等优点,因此广泛应用在卷烟分拣包装领域。
参考文献:
[1]雷耀旭,苏国平,王东,刘涛,孟昭昀. 烟草热塑膜包装机烘箱预警测温装置的设计与实现[J]. 科技与企业,2013(22):309-310.
[2]徐明阳,杨旭东,蒲睿强,胡渊富. 烟草包装机风机叶轮轴的优化与设计[J]. 贵州大学学报(自然科学版),2020,37(04):59-64.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



