泗洪智工精密机械有限公司 江苏省宿迁市泗洪县 223900
摘要 介绍在MG1312高精度外圆磨床上,采用砂轮正面进给,用弹性芯棒定位,进行精磨柱塞套密封端面的加工原理和方法。同时还对同行业的加工方法与该方法进行比较,检测结果证明,使用精磨密封端面的方法,不仅能够保证产品精度同时能够起到环保,增效作用。
关键词:外圆磨床 砂轮正面 精磨密封端面 加工方法
引言 柱塞套与柱塞芯配付后组成柱塞偶件(见图1),在柴油机喷油系统中,占有十分重要地位,是喷油系统中最精密的偶件。
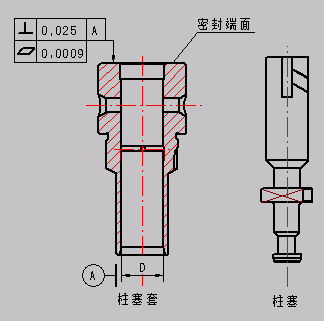
图1柱塞套与柱塞芯结构简图
在泵体中,柱塞套密封端面与出油阀座面直接接触(如图2所示),要承受一定高压油的压力,其密封性要绝对保证,否则柱塞提升的油压达不到一定的压力,整个泵体将无法供给喷油器高压燃油。柱塞套平面的加工精度要求为(如图1):平面度0.0009mm,与中孔的垂直度为0.025mm,粗糙度为0.2μm。这样才不会对偶件产品的性能造成影响。如何保证柱塞套密封面的质量,其加工方法是至关重要的。
1 柱塞套密封端面加工方法
1.1同行业加工方法基本情况:
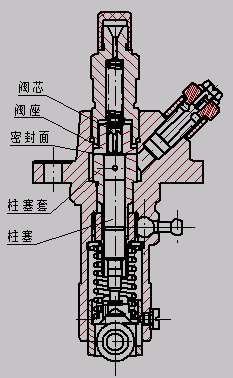
图2柱塞偶件在泵体中位置图
柱塞套密封端面的加工方法,国内同行业大多采用磨平面后再进行机、手研的方法,这种工艺无法保证产品的精度要求,再者工人劳动强度大,生产周期长等缺点。
1.2采用机研和手研的加工方法
机![]()
![]() 手研密封端面加工路线:粗磨密封端面 机研 手研。该方法虽然能够保证产品密封性能,但也存在以下缺陷:
手研密封端面加工路线:粗磨密封端面 机研 手研。该方法虽然能够保证产品密封性能,但也存在以下缺陷:
(1) 研磨膏沉积,清洗困难,容易造成清洁度超标,影响分级精确度和插配合格率;
(2) 工作环境和劳动强度不利于人员操作;
(3) 产品表面粗糙度差;
(4) 前道工序质量状况的影响因素较大,往往手研工序不能消除前道磨密封端面或机研工序的质量缺陷。
1.3 采用高精度磨床的加工方法
借鉴外圆磨床加工精度高的特点,把原有的头尾架旋转90°原理,达到预定位置,使产品端面与砂轮正面接触,砂轮与产品成90°夹角同时旋转加工。(见图3)这样加工出来的产品粗糙度和跳动都能满足质量要
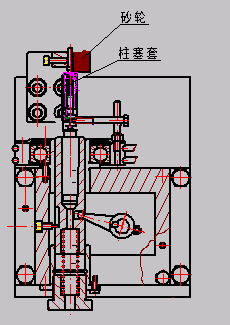
图3 产品加工原理图
1.3.1机床与砂轮的选择、运用
柱塞套密封端面的工艺设计要求:平面度0.0009mm,平面与中孔的垂直度0.025mm,表面粗糙度0.2μm,没有塌边,无黑丝纹,无阴阳面,用光学平晶检查在平面上干涉带不得多于三条。从这些精度要求考虑,加工基准要以中孔为基准,要合理的选用砂轮及机床。
根据这些要求和公司的实际情况,机床选用济南第四机床厂生产的MG1312高精度外圆磨床,原有的磨床头,尾架不用,换成自己设计的工装和传动装置。
砂轮选择:由于产品工艺为精细磨削,砂轮磨料选择硌刚玉,代号PA,粒度选择320#,根据以上数据砂轮型号选择为1—300×20×127—PA320P5V—50米/秒。
机床、砂轮的调整、修整方法:
(1)机床空运转.开动机床后使工作台全速运行15~20min,将液压系统中的空气排除,使工作台导轨和台面低速运行稳定。
(2)检查定位芯棒两头中心孔的同轴度误差应小于0.005mm,没有形状误差缺陷。
(3)保证硬质合金顶尖60°锥面圆度不超过0.005mm,中心孔与顶尖配合时保持清洁无污,涂上黄油,减少硬摩擦。
(4)修整砂轮时,选用天然金刚笔,修整时要使冷却液能够充分浇注在金刚笔与砂轮接触点,防止金刚石发热膨胀,影响砂轮微刃等高性。工作台横向速度10~15mm/min,纵向进给量0.002~0.003mm,修整后用毛刷清理砂轮表面并开大切削液冲去沙粒。砂轮在一次修整后,要进行二次精平衡,以保证砂轮的旋转精度。
(5)对刀磨削时,对刀很重要,如果第一次进给量太大,不仅会破坏砂轮的微刃,还影响加工精度.为此采用在工件表面涂红油对刀。
(6)控制工件的加工余量,精磨时的加工余量为0.002~0.004mm。
(7)切削液的选择,我们加工时选用M—2透明磨削液,采取压力喷射法,磨削时切削液能有效的注入磨削区域降低磨削温度,防止工件烧伤,减小工件表面粗糙度,并且砂轮的耐用度可提高1.5倍,使用期超过一个月。此外,我们采用涡旋分离器过滤磨削液中的磨料和颗粒状废物,保证切削液纯净度。
在传动比选择方面,由于机床砂轮线速度为50米/秒,转速高,如果工件转速太慢,密封端面表面粗糙度差,使用的圆带容易产生打滑或转不动现象;工件转速太快,不安全,最终确定工件旋转速度700m/min,速度适中,能够保证产品加工精度。
1.3.2工装原理图(如图4):
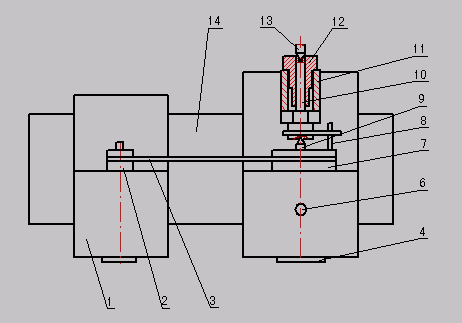
图4 工装原理图
1电机 2电机皮带 3皮带 4螺帽 5箱体 6手柄 7工装皮带轮 8螺杆 9头架顶尖 10弹力芯棒 11定位套筒 12产品 13尾架顶尖 14磨床台面
1.3.3 工装使用原理
经过机床、砂轮及冷却液的合理选用后,良好的工装保证也是必不可少的,我们在工装设计上是利用磨床砂轮头、尾架原理,设计底板9与磨床头架底座相似,拧紧螺钉10带动钩紧块12使工装底板与磨床台面锁紧;电动机底板与工装底板结构相同,在底板上面设计箱体,箱体与底板之间用螺钉25联接;箱体里面安装拨爪8和头架顶尖29,弹簧5,拨爪8与手柄19用轴键联接,推动手柄19,带动拨爪8使头架顶尖伸缩运动,这样可以上下工件.调整弹簧5,可以加强或减弱头架顶尖的伸缩量。工装皮带轮24与轴承27联接,安装在箱体外面,带轮上装有螺杆26带动弹力芯棒螺栓28旋转,弹力芯棒上装有一套筒,套筒端面与工件肩胛面定位,限制工件Z向自由度,弹力芯棒穿在工件中孔里面,两头顶尖定位后,弹力芯棒张开与中孔紧密配合,限制工件4个自由度.弹力芯棒在螺栓28和螺杆26带动下使工件旋转。
在整个系统的使用过程中,为了防止工件密封端面跳动大,机床要定期检修,夹具两端顶尖要定期进行修研;弹力芯棒根据需要要及时更换。
1.3.4 对原工艺路线进行改进
新![]() 改进的精磨密封端面加工路线: 粗磨密封端面 精磨密封端面。这种方法有以下几点好处:
改进的精磨密封端面加工路线: 粗磨密封端面 精磨密封端面。这种方法有以下几点好处:
(1) 密封端面表面粗糙度好,平面跳动小,可以提升产品外观和质量档次;
(2) 因取消机手研,没有研磨膏,清洗方便,改善环境减轻工人劳动强调;
但这种方法也存在一个问题,就是中孔抛光后,穿芯棒精磨密封端面时,芯棒能否对中孔造成破坏。对这个问题我们的解决办法是:
(1) 要求芯棒表面粗糙度在0.2μm以下;
(2) 针对中孔大小,选择大小不同的芯棒,确保芯棒与中孔配合可靠。
2 机手研产品与精磨后的产品端面跳动检测数据:
密封端面跳动对比表(单位:μm)
机手研产品 | 0.5 | 2.5 | 0.9 | 1 | 2.6 | 1 | 1.8 | 0.4 | 1.4 | 1 |
精磨产品 | 0.3 | 0.6 | 0.3 | 0.9 | 0.4 | 0.6 | 0.5 | 0.4 | 1.2 | 0.8 |
3 机、手研产品与精磨密封端面产品在校泵台上进行校泵试验
通过试验对比,通过精磨密封端面的柱塞偶件产品的合格率,比用机手、研加工的柱塞偶件产品的合格率高出10%~15%。
4总结与展望
经过精磨密封端面加工方法的改进,大大提高了产品加工的精度及生产效率;并通过大量的试验,证明这种加工方法的可靠性,稳定性。通过近一年的使用,产品质量稳定,夹具使用可靠,证明该加工方法具有推广运用的价值。
5 参考文献
1, 罗宗泽 罗圣国主编.机械设计课程设计手册.高等教育出版社 1992年
2,黄乃霜主编. 机械设计基础曲中谦 .江苏科学技术出版社 1991年
3.邓东密.柴油机喷油系统.机械工业出版社.1995
4.朱剑明主编.《现代车用动力》。无锡轻工业大学印刷厂 2007
6

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



