在船舶建造分段车过程中,有大量的组立产品及其零件,在建造各工序间进行流转、加工,存在着分段车间组立产品及其零件缺乏实时化、透明化、敏捷化配送及跟踪问题。本文重点以分段车间物料、零部件和中间产品精准定位追踪为目标,研究基于5G无线网络运用工业互联网标识,加强中间产品、托盘定位和物流设备状态信息采集,结合车间生产管理系统和物流系统,集成定位追踪信息和生产信息,实现对组立产品及其零件相关的物流信息管控的技术方法,对集配状态实时跟踪,提高物流管控水平,细化物流管控颗粒度,支撑主动物料模式。
关键词:5G、标识、UWB
分段车间环境复杂,在船舶分段车间生产过程中,从钢板下料,到小组立完成,再到中组立前的各类组立产品及零部件,类型繁多,周转速度快,管理相对复杂,长期处于粗放式的人工管理状态。各类物料、零件的齐套和物流信息的传递,将直接影响下一道工序的开展,进而影响分段整体建造效率。分段车间组立产品及其零件物流信息长期无法实现真正的实时反馈、精细管控。而贯穿中间产品建造全工艺流程的生产物流活动,直接决定了船厂精益管理、智能制造的目标是否能够实现。基于5G无线网络,运用工业互联网标识识别,精确识别中间产品、托盘、物流设备的身份和状态信息,实现对整个物流信息的数字化、标准化管理。同时,在生产过程中实时追踪、监控中间产品流向以及生产进度,发现各类中间产品配送的制约瓶颈,促进对物流的精细化管理与控制,提升船舶分段装配的工艺设计效率与智能化水平。
针对分段车间下料后-小组立完成-中组立前的生产阶段涉及的各种组立部件、板材零件、型材零件、围壁零件等中间产品对象,针对图形、数字化可视化跟踪需求,利用5G大容量信息传输与MEC技术,运用工业互联网标识,跟踪分段车间组立产品及其零件状态。
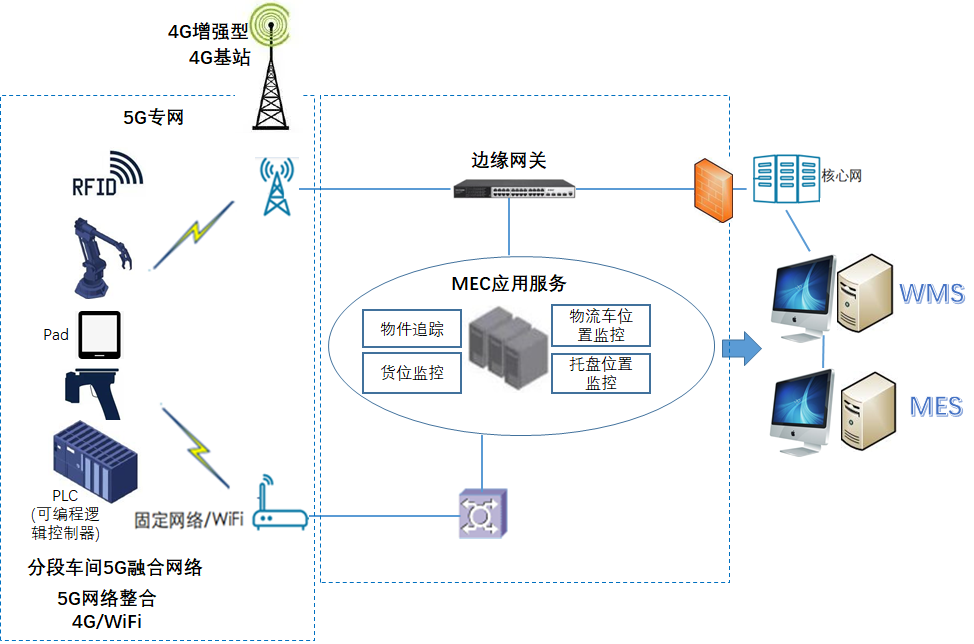
图1 5G融合网络环境分段车间物流定位追踪
5G独立专网包括5GCPE、5G基站、5G核心网三个设备,组成5G专网系统。生产设备和应用终端通过无线WiFi连接到5GCPE,接入到5G专网系统。5G独立专网通过交换机接入MEC,连接到MEC应用服务。本系统将中间产品追踪、物流车位置监控、托盘位置监控,以及边线库货位管理等模块部署于MEC应用服务器,一方面与定位引擎数据交互,获取中间产品、零部件运输的实时位置信息,与来自MES系统、WMS系统的指令信息、工单信息进行关联,另一方面,向MES系统、WMS系统反馈车间现场的状态信息。
独立专网宏基站提供广域覆盖、无缝连接,独立专网微基站、WiFi等在热点区域提供服务增加网络容量。分段车间内部的设备通过WiFi网络进行数据传输,当网络业务量较大时,也可通过室内独立专网基站接入网络。在车间外的物料堆场进行活动时,主要通过独立专网宏基站进行数据交互。5G专网和5G公网完全隔离。在5G专网内部,基站和生产设备之间直接通信,之后连接到用户面功能(UPF)实体,负责网内的数据转发和QoS保障,之后和边缘计算设备连接,把远端处理功能下沉到边缘端,实现数据的本地存储和处理,最大限度地降低网络延时。
船舶分段建造过程中,各类生产要素随生产活动产生的数据处于动态变化状态,如物料配送过程中,配送车辆在车间的位置信息,在中间产品状态、边线缓存物料状态和物流设备状态随时间变化,要求RFID和UWB等定位系统对分段建造过程中间产品信息和物流定位数据的采集具备高效实时性,同时RFID采集系统提供中间产品、物料的位置信息,具有一定模糊性,利用UWB系统通过发送三维坐标实现对象精准定位,数据采集后需进行异构数据融合处理,以提取精确的物流追送定位信息。
采用基于RFID和UWB技术的混合实时定位方法,开展分段建造车间定位节点和数据采集节点的部署,实现实时数据采集、处理和存储,为上层的生产管理和LES系统应用提供数据支撑。
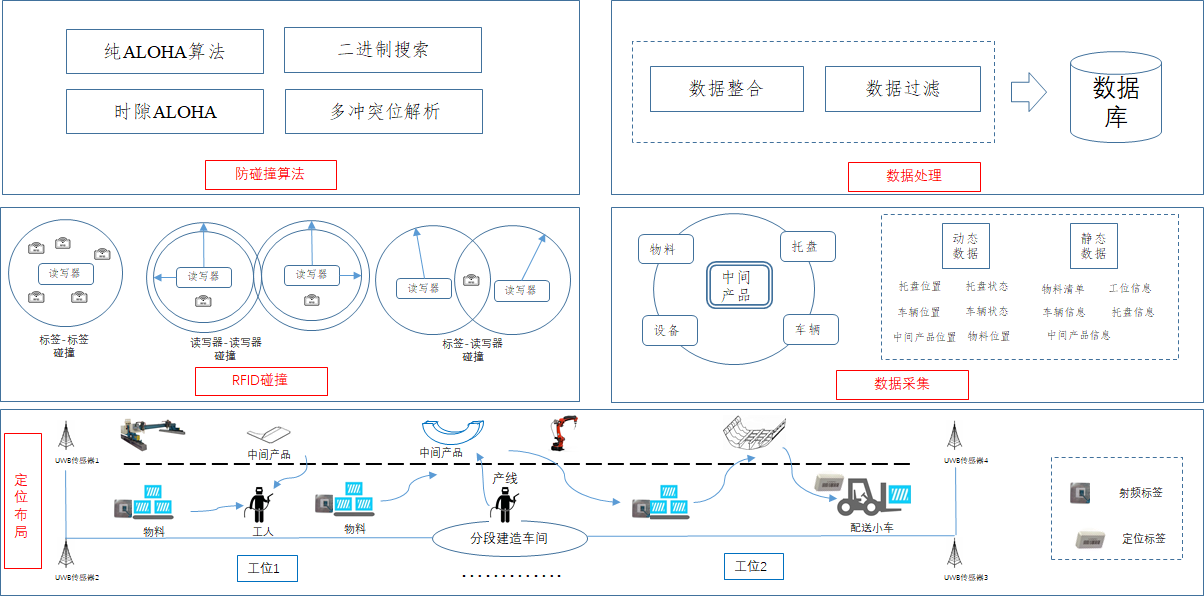
图 分段车间实时定位方案技术路线
定位布局
分段车间复杂现场环境特性,存在如金属设备干扰、遮挡等因素影响定位系统准确性。针对分段建造车间中各类生产要素分布和活动区域,进行定位节点的布局,包括移动终端、RFID定位系统读写器与天线、UWB定位系统传感器、交换机和时间同步线等硬件设备的部署,完成定位节点的布局,尽可能提高覆盖切割、配件、坡口加工、打磨、曲加工等生产区域的信号覆盖率。
数据采集
车间底层数据的实时感知和利用是支撑上层应用的基础,利用分段车间定位系统,对物流设备(车辆、托盘)、物料(含零部件)、中间产品等各类生产要素进行实时定位和跟踪,实现中间产品的物流信息的实时采集。利用RFID系统采集分段车间中中间产品物流相关的静态信息,如物料信息、托盘信息、车辆信息等。利用UWB系统实时采集配送车辆信息、托盘所承载物料信息、托盘位置信息、车辆位置信息等动态数据。
图2 分段车间物流追踪系统的数据资源
分段车间物流追踪系统的零部件管理模块(零部件扫码、托盘扫码扫码、托盘信息查询、零部件信息处理、位置信息计算、零部件与托盘定位等功能)与WMS的零部件追踪模块(零部件状态查询、零部件转运历史记录查询、零部件转运历史记录查询、舾装件状态查询,及舾装件转运历史记录查询等功能)间交互的数据如下:
①零部件信息(零件编码、零件名称、型号、技术规格、生产厂、入库时间、检验证书编码)②零部件与托盘的绑定信息(零部件编码、托盘编码、工位编码、库位编码)。
分段车间物流追踪系统的物流设备调度模块(物流设备调度信息展示、物流设备移动轨迹展示等功能)与WMS的物流设备管理模块(设备调度等功能)间交互的数据如下:
①运输工具指派信息(车辆编码、车辆类型(行车、平板车、叉车和横移小车、AGV等)、当前位置、路径设定、终点位置);②路径信息(路线编码、路线名称、起点坐标,路段数、路段(起点、向东偏角、向西偏角、向南偏角、向北偏角、终点)(1:n))。
分段车间物流追踪系统的边线缓存信息展示模块(有线边缓存库存看板、有线边缓存库查询等功能)与WMS的库存管理模块(线边缓存等功能)间交互的数据如下:
①边线缓存信息(缓存区编码、货架编码、货位编码、物料编码、物料数量、物料类型、满库预警);②边线缓存补货信息(缓存区编码、货架编码、货位编码、物料编码、物料数量、物料类型、补货时间、预定托盘信息(类型、数量等)、预定运输车信息(类型、数量等));③边线缓存出货信息(缓存区编码、货架编码、货位编码、物料编码、物料数量、物料类型、出货时间、预定托盘信息(类型、数量等)、预定运输车信息(类型、数量等))。
分段车间物流追踪系统的物料拉动信息展示模块(拉料看板等功能)与WMS的物料拉动管理模块(拉料看板、计划拉料管理、PPS拉料模式、路径规划等功能)间交互的数据如下:
①各工位补充物料信息(工位编码、补充物料清单(物料编码、物料名称、尺寸规格、重量、材质、数量)(1:n));②各工位物料需求(工位编码、补充物料清单(物料编码、物料名称、尺寸规格、重量、材质、数量)(1:n));③路径信息(路线编码、路线名称、起点坐标,路段数、路段(起点、向东偏角、向西偏角、向南偏角、向北偏角、终点)(1:n))。
分段车间物流追踪系统的零部件追踪模块(零部件状态扫码展示、零部件物流路径展示等功能)与WMS的零部件追踪模块(零部件状态查询、零部件转运历史记录查询、舾装件状态查询、舾装件转运历史记录查询等功能)间交互的数据如下:
①零部件信息(零件编码、零件名称、型号、技术规格、生产厂、入库时间、检验证书编码);②工位信息(工位编码、工位名称、工位作业说明);③路径信息(路线编码、路线名称、起点坐标,路段数、路段(起点、向东偏角、向西偏角、向南偏角、向北偏角、终点)(1:n))④区域信息(区域名称、区域编码、区域位置坐标(X)、区域位置坐标(Y))。
分段车间物流追踪系统的生产计划执行情况模块(车间级月度计划展示、车间周计划展示等功能)与WMS的车间计划模块(车间级月度计划、车间周计划等功能)间交互的数据如下:
①产线月计划(按生产设备别的生产任务信息);②产线日计划(按生产设备别的生产任务信息);③生产任务与班组的绑定信息。
分段车间物流追踪系统的生产状况展示模块(车间立体库,线边库存产品规格、数量、进库、出库实时状态展示等功能)与WMS的生产监控管理模块(生产监控、车间中控室等功能)间交互的数据如下:
①立体库信息(立体库编码、立体库名称、立体库位置(工位编码));②库位库存(立体库编码、库位编码、存放物料编码、尺寸规格、物料数量)(注:按照出库记录和入库记录的差计算当前线边库存放的产品数量);③各工位任务执行情况(工位编码、MES系统的任务编码、任务名称、执行开始时间、执行进度、剩余时间);④物流车监控信息(物流车编码、当前位置(工位编码)、下一位置(工位编码)、车上托盘编码、托盘承载状态);⑤托盘分拣情况(托盘编码、托盘种类、尺寸规格、装载物料或产品编码);⑥设备、物料、异常、计划实绩的动态报表。
分段车间物流追踪系统的当前物料状态展示模块(预处理板材上料清单、型材上料清单、仓库库存清单等各产线的物流需求反馈展示等功能)与切割托盘物流系统接口间交互的数据如下:
①板材上料清单(板材编码、板材名称、类型、尺寸规格、产线工位编号、上料时间、适用的托盘和物流车信息);②型材上料清单(型材编码、板材名称、类型、尺寸规格、产线工位编号、上料时间、适用的托盘和物流车信息);③仓库库存的板材、型材库存信息。
分段车间物流追踪系统的切割托盘物流展示模块(接收托盘内板材信息、物流输送状态及各工作站点到位信息展示等功能)与WMS的LES/WMS接口模块间交互的数据如下:
①托盘信息(托盘标识编码、托盘名称、托盘种类、尺寸规格);②板材信息(物料标识编码、物料尺寸规格);③物流运输状态信息和各工作站点到位信息(工位编码、工程名称)。
作为追踪托盘等物流设备、中间产品的标签载体,使用了主动标识。主动标识载体,一般嵌入在工业设备内部,具备联网通信功能,可以主动向标识解析服务节点或应用平台发起连接。主动标识载体技术的特点包括:①嵌在设备内部,不容易盗取;②可自动读取;③安全能力强,具有安全区域存储证书、算法和密钥;④适用于终端标识等。

图3 主动标识应用技术架构
托盘等物流设备的标识信息注册
将托盘等监控对象预置主动标识载体标识及密钥,在向标识解析管理节点发起标识注册请求时,携带序列号,物流设备信息、载体标识、认证信息一起注册到标识解析节点。标识解析管理节点,向国家顶级节点同步标识注册信息的同时,请求安全认证服务对标识注册信息进行认证(携带载体标识、认证信息)。安全认证服务实现标识载体的密钥分发、身份认证、信息加密,将认证结果返回给标识管理服务。最后,标识管理服务下发标识注册密文至托盘等监控对象的主动标识。
基于主动标识的物流设备与中间产品的信息获取
在定位引擎的应用中设置标识管理服务和主动标识安全模块,与标识解析节点的标识管理服务通过网闸或文件传输方式相连。定位引擎获取托盘等物流设备的定位标签的ID时,将与物流设备所搭载的主动标识编码进行管理,通过主动标识安全模块到标识管理服务进行主动标识身份认证,实现对物流设备身份的确认、识别。定位引擎将获取的托盘等物流设备的位置信息与标识编码一起传递给分段车间物流追送系统,实现物流设备与运输的中间产品、零部件等信息的关联。
中间产品、物料追踪的前提是UWB和RFID标签初始化信息的设计和写入,将各类生产要素作为定位对象进行唯一标识。
在托盘、物流车,以及物料等生产要素在追踪开始时,将初始化信息写入标签,在接下来的各作业单元通过读取标签即可确认分段建造工序内容和需要的物料。对于生产线物料和中间产品配送的载具(托盘等),采用UWB标签绑定目标对象以进行跟踪定位和轨迹追溯。标签信息设计如下表所示,包括托盘信息、配送信息、中间产品信息。
中间产品在工位间流转的跟踪流程如下图所示:
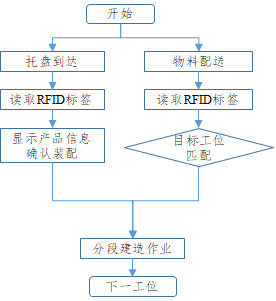
图4 中间产品物流追踪流程
将中间产品或物料装入托盘时,将物料编码或中间产品编码与托盘RFID标签对应。在把托盘标签编码与载具(车辆等)的UWB标签对应。各工位读取RFID标签获取物料、中间产品、托盘信息。UWB传感器通过接收有源标签信号实时获取托盘,及所载物料、中间产品的位置。
工单对应的物料需求计划数据为分段车间各工位的物料需求单。
序号 | 字段名称 | 字段中文名 | 数据类型 | 是否必填 | 说明(业务逻辑说明) | 数据样例 |
1 | bom_id | 序号 | bigint | 是 | 自增主键 | 1 |
3 | project_id | 项目号 | nvarchar(100) | 是 | | 19605 |
4 | block | 分段名 | nvarchar(100) | 是 | | 604A |
5 | wc_tray | 工位托盘 | nvarchar(100) | 是 | | 1#工位0010安装托盘 |
6 | material_num_outer | 物料号(外部名) | nvarchar(100) | 是 | 物料唯一标识 | MM41C-BM127A-B1 |
10 | flow_num | 流向 | nvarchar(100) | 是 | | 500 |
11 | discipline | 专业 | nvarchar(100) | 是 | | 用于区分船体与舾装,若为船体则为“Hull”,舾装将细分电气、管路等。 |
12 | categroy | 物量分类 | nvarchar(100) | 是 | | 管子管件、管子阀件附件等 |
13 | goods_code | 物资编码 | nvarchar(100) | 是 | | NA |
15 | parts_name | 名称 | nvarchar(100) | 是 | | 直梯 |
16 | specification | 规格描述 | nvarchar(100) | 是 | | B350X3570 |
17 | size | 通径 | | 是 | | DN100 |
18 | material | 材质 | nvarchar(100) | 是 | | 组合件 |
19 | surface_treatment | 表面处理 | nvarchar(100) | 是 | | BG |
20 | pipe_type | 管子种类 | nvarchar(100) | 是 | | NA |
21 | unit | 单位 | nvarchar(100) | 是 | | 件 |
22 | quantity | 数量 | int | 是 | aps的物料需求计划所需的数量 | 1 |
23 | weight | 重量 | decimal(18,2) | 是 | | 26.36 |
25 | order_no | 订货单号 | nvarchar(100) | 是 | | NA |
26 | resource | 来源 | nvarchar(100) | 是 | | 集配中心/舾装预组区 |
27 | request_time | 写入数据时间 | datetime | 是 | | |
28 | Demand_date | 需求时间 | datetime | 是 | 关联APS物料需求计划查出物料的需求时间 | 2021-08-10 |
29 | Shift | 班次 | nvarchar(100) | 是 | APS中班次名称 | 1*8 |
30 | IsRead | 是否已读 | Int | 是 | Les是否已读取 初始为0,已读为1 | 0 |
补料时由工位线边库存实时需求拉动,配货完成后将物资和工位信息写入RFID标签,将物料和托盘绑定UWB标签,对配送过程的车辆、托盘、物料进行实时跟踪和定位。基于实时定位的物料配送和中间产品移动的过程的跟踪管控流程如下图所示:
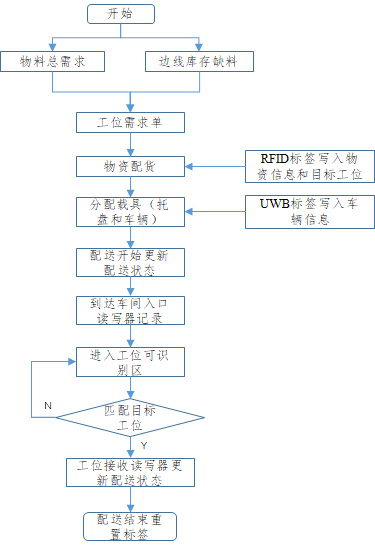
图5 物料配送过程跟踪过程管控流程
以O点为原点建立分段车间统一坐标,对物料、中间产品配送的托盘、车辆进行移动轨迹追踪和定位。为了对小组立阶段的装载肋板、组件主板、T型主板、筋板扁铁等的托盘,以及打磨后的产品(按肋板数字编号分类叠放)所装托盘、曲加工后产品所装托盘进行定位,按照35米间隔在分段车间相应位置设置UWB传感器,以感知托盘、车辆等载具的UWB标签所发出的信号,以便进行位置定位。
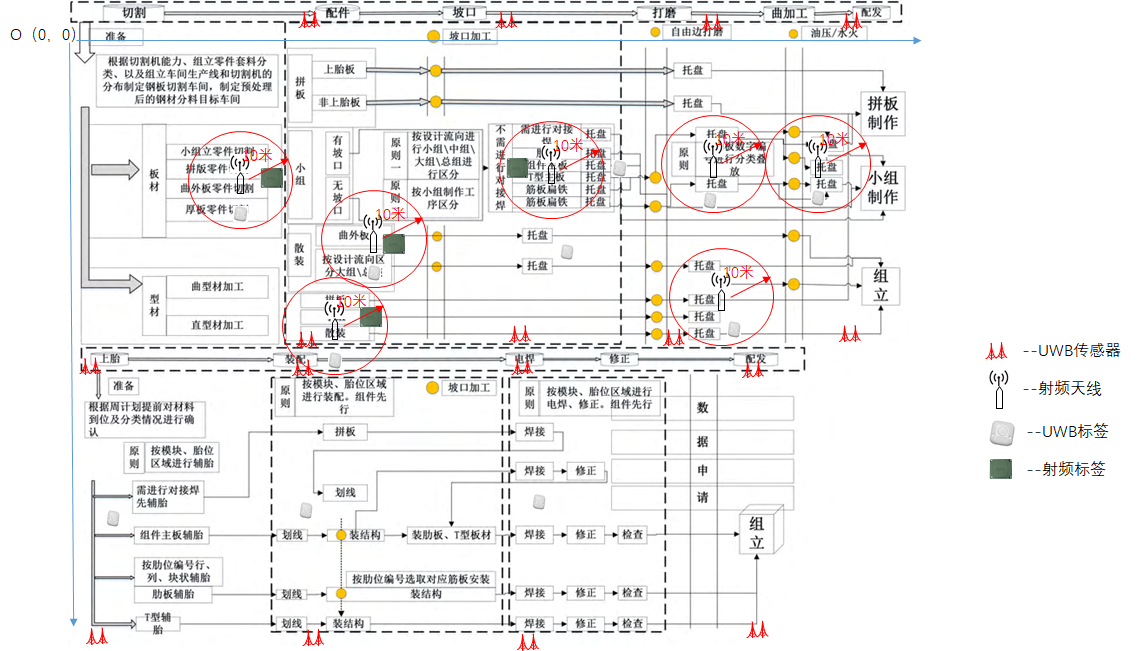
图6 分段车间硬件设备部署示意图
在切割环节,配送板材的运输载具赋予RFID标签,将标签与小组立零件、拼板零件、曲外板零件、厚板零件等信息进行绑定,对板材切割状况进行跟踪。
UWB传感器主要部署在配件、坡口、打磨,以及配发工艺环节的区域,用于监控板材运输、装载肋板、组件主板、T型主板、筋板扁铁等的托盘,以及打磨后的产品(按肋板数字编号分类叠放)所装托盘、曲加工后产品所装托盘的位置信息,通过托盘、车辆所装的UWB标签所发出的信号进行载具位置信息的采集。UWB标签的安装对象:①切割环节装载小组立零件、拼板零件、曲外板零件、厚板零件等的载具;②小组的装载肋板、组件主板、T型主板、筋板扁铁等的托盘;③小组的打磨后按肋板数字编号分类叠放的产品所装的托盘;④小组的曲加工后的产品所装的托盘;⑤拼板的坡口加工后的产品所装的载具;拼板的自由边打磨后的产品所装的托盘;⑥型材加工产品的载具;⑦散装的坡口加工产品所装的托盘等。
在板材切割、型材加工、小组的坡口/打磨/曲加工、拼板/小组/散装的打磨等加工环节的工位安装射频天线,用于采集与绑定物料、加工产品信息的托盘的RFID标签的信号,将托盘等载具与物料、中间产品信息进行关联。
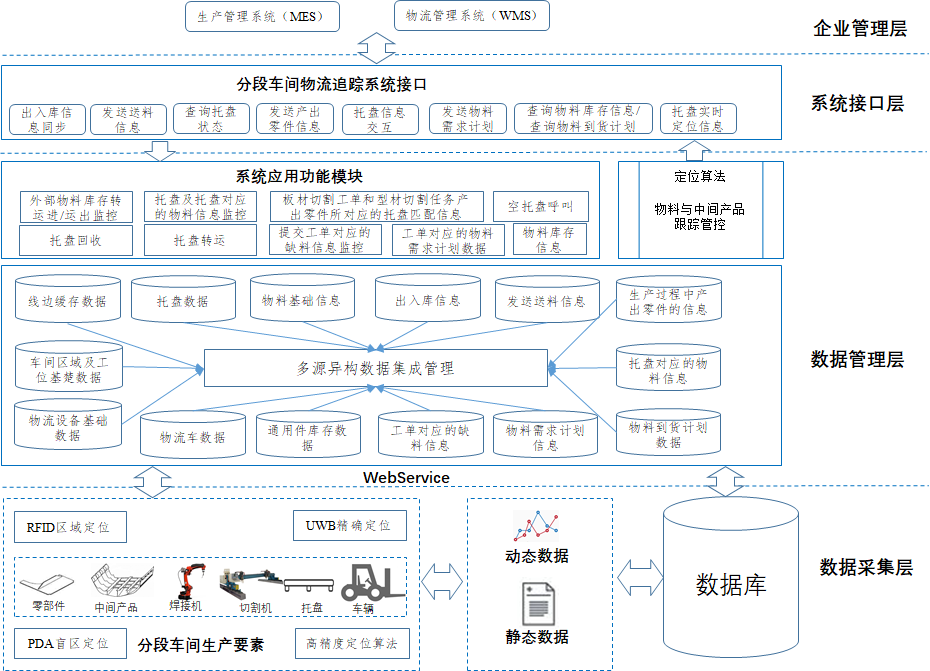
图7 中间产品物流追踪应用系统架构
数据采集层
数据采集层为系统架构的最底层,是实现整个应用系统运行的原始数据支撑。数据来源主要包括分段车间的物料(板材、型材)、零部件(小组立零件、拼板零件、曲外板零件、厚板零件等)、中间产品(肋板、组件主板、T型主板、筋板扁铁、拼板,以及打磨后产品等),以及物流工具(托盘、车辆)。利用电子标签对这些生产要素进行识别,利用RFID和UWB混合定位系统、信息采集辅助设备(传感器、手持移动终端)采集中间产品等的加工状态,以及物流定位信息。
数据管理层
各类原始数据经采集层通过网络上传至数据库服务器,原始数据具有多源异构性和实时性,经数据管理层进行处理、融合和集成,转化成可供功能服务层使用的有效数据。数据处理包括对UWB系统采集的位置数据进行过滤处理、RFID数据的过滤处理,提高定位数据的可靠性。数据管理层对对生产要素的实时状态数据和定位数据进行整合、集成处理。
应用服务层
基于数据层提供的规范化数据,应用服务层主要提供外部物料库存转运进/运出监控、托盘及托盘对应的物料信息监控、板材切割工单和型材切割任务产出零件所对应的托盘匹配信息、空托盘呼叫、托盘回收、托盘转运、提交工单对应的缺料信息监控、工单对应的物料需求计划数据,以及物料库存信息等功能服务模块。
系统接口层和企业管理层
分段车间物流追踪系统与分段车间的生产管理、物流管理系统间通过以下的数据接口,实现物流信息的获取。
接口名称 | 接口功能 |
入库信息同步 | 将出入库信息同步到库存 |
发送送料信息 | 从生产管理系统获取托盘号及托盘对应物料信息。 |
查询托盘状态 | 从LES系统获取指定托盘的状态是否可用。 |
发送产出零件信息 | 向生产管理系统反馈生产过程中产出零件的信息(如重量等)。 |
托盘信息交互 | 向生产管理系统发送托盘信息及托盘对应的物料信息,进行空托盘呼叫、托盘回收,托盘转运等功能。 |
叫料 | 向生产管理系统提供工单对应的缺料信息 |
发送物料需求计划 |
本文针对船舶建造过程中普遍存在的中间产品、物料等物流追踪精确定位的问题,提出了基于5G网络环境下,运用主动标识技术,结合UWB定位技术的中间产品物流追踪方案,对于各造船企业开展船舶分段制造的智能化车间建设具有重要意义。
参考文献
[1]张焱;;船舶分段生产的物流管理研究[J];船舶物资与市场;2019年07期.
[2]朱春玲;;船舶建造物流管理系统[J];造船技术;2018年04期.
[3]夏琛桂 ,高捷;浅析“零库存管理”在造船企业的运用[J];物流科技;2004年03期.
作者简介:
1、张煜(1979.9月—),男,河南郑州,汉,大学本科,高级工程师,数字业务部部门经理,研究方向:信息技术应用,主要从事新技术应用研究,新产品规划。
2、李军(1990.09—),男,安徽阜阳,汉,工学硕士,工程师,实施顾问,研究方向:船舶智能运营平台的研发与实船应用,无人船控制系统的技术研究,从事智能制造行业,5G融合网络研究与示范应用等工作。
3、商雷博(1985.9月—),男,山东济宁,汉,大学本科,高级工程师,数字业务部技术管理,研究方向:信息技术应用研究,产品研发。
4、黄勇(1983.3月—),男,河北承德,满,大学本科,高级工程师,数字业务部技术管理,研究方向:系统构架,软件工程,大数据分析。
船舶总装建造分段车间5G应用关键技术研究,项目编号:CJ04N20

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号