摘要:自力式压力调节阀广泛用于电厂的现场供气管路压力控制,能够通过预设值在一定范围内灵敏的调节下游压力值,使系统设备达到气压平衡。而指挥器操作型自力式压力调节阀是这一类中相对较复杂的设备,本文通过对该类阀门的功能、检修要点、易产生缺陷点进行分析,讨论改进思路,以供参考。
关键词:指挥器操作、自力式调节、密封性检查、检修改进
引言
自力式压力调节阀在电厂一般设置选型在与供氮相关联的系统回路,布置在罐子等需求氮气覆盖的设备上游,承担为下游用户系统设备供应所需压力值的氮气流量,指挥器操作型自力式压力调节阀因其调节灵敏性、控制精度、密封性均要求较好,在设备需求灵敏时选型使用。
设备功能结构
ZZYP型指挥器操作型自力式压力调节阀无需外加能源,利用系统介质自身作为动力源,由引入调节阀的指挥器来控制主阀阀芯位置,从而改变截流面积达到改变介质流量,使阀后压力稳定。该类阀门在使用中缺陷现象为:调节性能差、调节后压力偏移、无法稳压,在多个使用电站均有该共性问题,阀门无法顺畅调节,使系统功能受限。
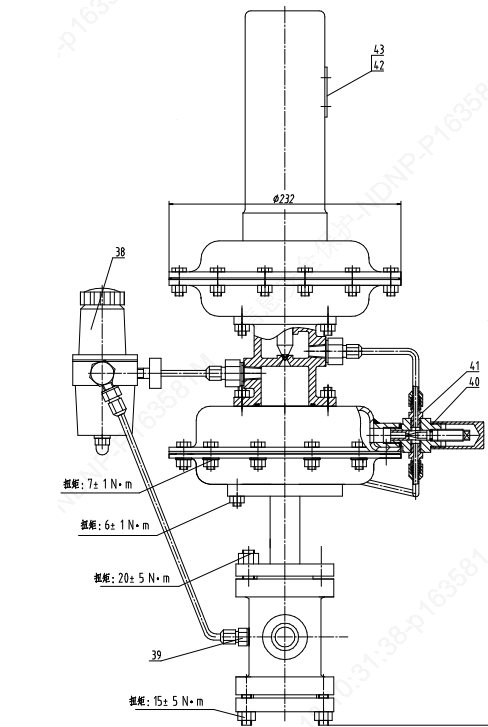
上部为指挥器,下部为主阀,气体介质(压力P0)通过阀前取压管,经过滤减压阀进入指挥器(压力P1),指挥器通过弹簧加载定值(Pt)和阀后取压(压力P2)行成作用在指挥器阀芯的压力值,当Pt作用力大于P2(阀后取压)作用力时,指挥器阀芯开启,气体介质(压力P3)进入主阀隔膜腔前。通过针型阀调节分配介质流向(控制流向隔膜腔上阀腔介质流量),在主阀阀腔内分配上阀腔气体压力值P4作用力、下阀腔气体压力值P5作用力、弹簧变形压力值Pz作用力、阀后取压的P2作用力、以及介质压力P0作用在阀芯底部的力,当P5作用力大于P4+Pz+P2和P0作用力时,主阀阀芯开启,管道介质由阀前进入阀后,阀后压力值P2随之升高。到P2作用力大于Pt作用力时,指挥器流道关闭,P3减小,P5减小,主阀腔带动气动杆向下移动,主阀关闭,停止为下游供气,本次循环结束。
其结构图如下图:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
P2
P2
Pz
P0
P5
Pt
P2
P1
图1:指挥器操作型自力式调节阀结构图
通过对结构的分析可以看出,其调节下游压力值是通过指挥器的弹簧加载量进行控制,而P4与P5的压力差则由针型阀进行调节,该针型阀控制P4大小,当P4与P5差值越小时,因P5-P4的值越小,主阀阀芯动作越慢,反之,主阀阀芯动作速率越快(细调)。而指挥器前过滤器(减压阀)控制主阀进气压力,从而限定调节主阀芯动作快慢。两者区分为,过滤器为粗调快慢,针型阀为精调快慢,灵敏度量级不同。
设备检修要点
设备拆分各部件简要说明检修要点:
指挥器主要检修要点:指挥器阀座阀芯配合良好、密封尺寸适合,阀芯无弯曲,隔膜腔室气密性保压合格,弹簧性能有无异常(提供稳定预紧力,检查输出预紧力无异常偏软偏硬即可,异常时需要进行弹簧整定测试);
主阀主要检修要点:隔膜腔气密性试验(上下腔室均有气密要求,上阀腔保压压力值按阀后压力值进行,下阀腔保压压力值按过滤减压阀允许通过的最大压力值P3进行)、阀芯阀座密封性(如蓝油试验)、阀芯阀座同心度检查、联轴器安装情况等。特别需注意一点,主阀隔膜腔压紧螺母需检查受力情况,确保该处处于密封状态,以及阀体阀座垫片密封情况等。
附件检修要点:管线接头需检查气密性、过滤器通过外接压力表可确认减压正常,输出值稳定。针型阀检查密封面有无损伤、O圈密封完好等。
调节性差缺陷原因分析与对应改进思路
该类阀门目前多电站的缺陷现象为调节性能差,无法使阀后压力稳定在需要值,对此,部分电站使用整阀更换达到检修目的。通过对其结构的分析和检修要点分析,进一步分析其调节性能差得深层次原因。
主阀阀芯阀座密封性差,导致调节性能差、内漏
主阀阀芯与阀座的密封情况直接影响阀门的前后压力值变化,当密封性降低时,无法切断流道,使得仍有细小流道内漏,导致阀后压力持续上涨。
该现象可能原因如下
原因1:密封面材质过软,易损伤
主阀阀芯阀座密封面损坏,以DN25口径的调节阀为例,该密封面厂家设计为锥度30°,面密封宽度0.6mm,一般情况下该密封能保证在密封面不贯穿下的密封,若密封面损坏,则无法建立密封结构。 但阀芯阀座选型为304材质,硬度值约在200HV,从现场使用情况来看,阀芯阀座在快速调节时存在磕碰,或介质有杂质时,导致密封面受损。
另外在调节主阀隔膜腔弹簧预紧值时,可能由于过大的预紧力(密封比压过大),导致较软的密封面产生压痕损伤。
因此,建议对阀芯阀座进行升级,在其表面堆焊硬质金(或可考虑喷涂方案),使硬度提升到500HV以上,耐磨性大大提高。避免因阀芯密封面损伤导致内漏,调节性能差的情况。
原因2:密封比压不足,导致内漏。
若在检修时因车削、研磨导致密封面变宽。根据密封比压的要求:
 (F为密封面作用力,d为密封面内径,b为密封面宽度,Q1为密封比压)。
(F为密封面作用力,d为密封面内径,b为密封面宽度,Q1为密封比压)。
许用比压:Qmf= (Q2为许用比压,c为材料密封面系数,k为介质压力对比压值的影响系数,p为介质压力,b为密封度宽 )。
(Q2为许用比压,c为材料密封面系数,k为介质压力对比压值的影响系数,p为介质压力,b为密封度宽 )。
一般要求Q>Qmf即可达到密封,在其他参数(c、k、p、d)不变时,Q2值只与 有关,假设在原有预紧力F下,b2=2b1,即Q1=2Q2,而Qmf1=1.4Qmf2,换算为
有关,假设在原有预紧力F下,b2=2b1,即Q1=2Q2,而Qmf1=1.4Qmf2,换算为 。
。
若按照原预紧力安装,则可能会导致密封比压小于必须比压,阀门产生内漏。在密封面宽度变化时,需对应增大密封预紧力(压缩主阀隔膜腔弹簧),保证初始密封比压足够。
第二个可能原因为指挥器阀芯无法密封,使主阀隔膜下腔室持续进气,主阀腔无法切断流道,达到动态密封,使得阀门持续内漏。该点可通过过滤器开启后阀后压力的变化来综合判断。具体分析见第5点详细分析。
弹簧性能降低,其加载力变化不成线性,导致加载力偏差。
弹簧刚度的变化(主要是指挥器弹簧)会使Pt压力与设计曲线产生偏离,刚度太大,阀后压力上不去,在需求值下范围变动;而刚度太小时,则表现为阀后压力下不来,在需求值上范围变动。因次,在检修时需检查弹簧有无性能变化,必要时进行弹簧整定试验验证。
主阀隔膜压板螺母松动,隔膜变形等导致主阀上下隔膜腔串气,阀门表现为无法调压。
通过对结构的了解,当主阀隔膜腔上下串气时,阀前压力经由过滤减压阀减压后,进入主阀下隔膜腔,串入上隔膜腔。使上下压力值不稳定。无法压力平衡,阀杆动作不稳定,表现为阀门调节性能差。甚至压力通过该泄漏点直接经主阀隔膜腔上得阀后取压管线进入下游,阀门无法调压。
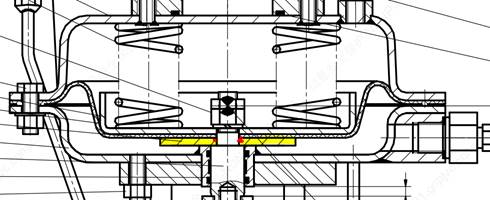
图2:主阀隔膜腔结构图
另一个方面通过检修发现该处应优化设计密封结构,使隔膜与阀杆的间隙得到密封,防止上下腔室串气。密封可使用O圈进行,在隔膜平垫片上开O圈槽,内尺寸对比阀杆,保证O圈密封余量,就能很好解决该问题。
隔膜损坏、漏气使得调压能力失效,减弱。
当隔膜产生内陷、拉丝、破损时,将直接导致隔膜腔功能降低甚至失效,阀门无法顺利通过隔膜腔室的压力平衡来调节阀芯开启关闭。
该处可通过安装前检查隔膜质量,检修时控制安装工艺,保证隔膜安装的均匀受力,避免局部拉伤。
指挥器内漏,无法密封
该点导致的缺陷现象为阀门初始密封,但在阀门过滤器开启后主阀产生内漏。阀芯密封件为O圈,通过与阀座的配合达到密封。
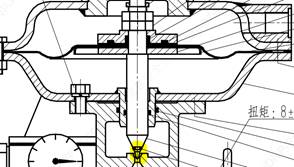
图3:指挥器阀芯阀座密封面结构
图4:指挥器阀座及阀芯O圈被切削损坏图
通过对尺寸的测量,在电厂检修时发现,O圈有损坏的情况,进而检查尺寸发现,O圈开槽偏小,导致大部分挤出在槽外,而设计的阀座配合位置为水平+锥角,在阀芯动作时,O圈被阀座锥角外圈切削,导致损坏。通过分析,O圈槽尺寸应匹配O圈线径,避免动作被切削,在检修时需要关注检查该处尺寸。O圈尺寸应与阀芯凹槽宽度深度匹配,凹槽过小会对阀门调节性产生隐患。
阀门检修工具优化
该阀门在电厂检修后需要执行PT再鉴定工作,传统再鉴定为系统在线调试,若阀门设置不当产生问题需要调整时,需要再次隔离检修,工作流程较为不便,因此,结合阀门结构特点(下进上出结构),制作阀门打压调试工具,在底盖位置安装法兰外接气源(通过压缩空气模拟上游氮气压力),在隔离窗口下进行阀门调试工作,可实时对阀门进行调整,保证阀门在线后功能一次性再鉴定合格。
通过设计整合,该套工具可实现以下功能:
阀门三个隔膜腔的保压检测
指挥器密封面的保压检测
主阀密封面的保压检测
整体调试再鉴定
总结
综上为电厂检修时遇到问题的主要关键点,ZZYP型指挥器操作型自力式调节阀作为电厂重要的供气阀门,其设备可靠性是运行检修关注的重点,在各式缺陷现象中,分析设备结构特点,抓住根本原因,通过技术要点的控制和改进优化,使得原本设备自身的不足得以弥补优化,使阀门功能及可靠性得以保证,是检修人员解决问题的关键。另外,再通过设备结构制作专用检修工具,使得检修环节步骤更加优化,节约电厂资源的同时也可减轻人员负担。
参考文献
1、《减压阀的应用》 徐宝东,北京:化学工业出版社,2012.7
2、《实用阀门设计手册》 陆培文,北京:机械工业出版社,2012.7
3、《自力式压力调节阀》JB/T11049-2010

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



