中国重汽济南动力公司发动机厂 250200
摘要:机械加工中,合金立铣刀是必不可缺少的,随着不断地发展各式各样的刀具不断涌现,不但提高了生产效率和加工质量,随之修磨成本也大大加大,给公司增加了大量的修磨费用。本文主要对立铣刀的修磨工艺进行了详细分析,包括图纸分析、修磨路线、砂轮的选择、夹具的选择等。
关键词: 工艺分析
背景
1、某发动机厂2020年12月,某操作者反馈使用各类修磨刀具较多,由于消耗量大,外修价格高等原因,增加了公司的修磨费用。
2、该型号立铣刀使用量大,修磨刀具全部为外委修磨,外修占总使用的73.3%,为了降低成本,需进一步研究,实现公司内部修磨。
二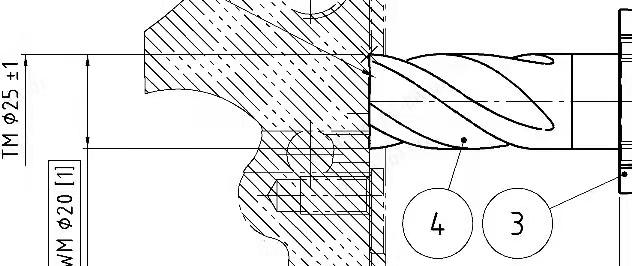 、工艺分析
、工艺分析
图纸分析
1.1通过图1可以看出该立铣刀为螺旋式,直径为Φ25,刀柄直径同为 Φ25
1.2主切削刃分为面1、面2,45°倒棱长度为0.5mm。 图1
2、修磨路线
根据图样要求和修磨精度,进行了仔细的分析,首先要确认磨削方式,选择稳定的设备及夹具,尽可能的提高生产效率。其次制定修磨路线(具体为测量刀具长度→测量螺旋角度→开排屑槽及断屑槽→磨削2→磨削面1→磨削45°倒棱)。
2.1砂轮的选择
序号 | 磨削内容 | 砂轮型号 | 砂轮直径 | 砂轮材质 |
1 | 测量刀具长度 | | | |
2 | 测量螺旋角度 | | | |
3 | 开排屑槽及断屑槽 | 1V1 | Φ120 | 金刚石 |
4 | 磨削2 | 11V9 | Φ100 | 金刚石 |
5 | 磨削面1 | 11V9 | Φ100 | 金刚石 |
6 | 磨削45°倒棱 | 11V9 | Φ100 | 金刚石 |
2.2设备的选择
为了保证各种刀具修磨质量,提高生产效率,因此我们选择了瓦尔特五轴工具磨床。 
2.3夹具的选择
为了提高装夹精度及减少操作人员的工作量,尽可能的选择液压卡簧夹具,避免因装夹精度差,造成修磨质量问题的发生。
2.4重点及难点的磨削分析
由于Φ25立铣刀修磨余量大,在正常磨削的情况下,1V1砂轮磨损比较严重,严重影响修磨质量,在磨削过程中,需要不定期的对磨削的铣刀进行检查,如有排屑槽或者断屑槽浅的现象,及时调整砂轮的补偿,避免因砂轮磨损造成立铣刀修磨不合格,既浪费了人力和和物力,也给公司增加了不必要的浪费。
总结
1、 通过对立铣刀的研究、分析、修磨、上线验证,达到理论寿命,并且提高了修磨次数。4-5月份累计修磨该刀具148支,节约费用3万元,预计年节约费用18万元。在修磨过程中,提高了刀具人员开发研究修磨的信心,大大提高了修磨人员的技能。
2、下一步,将对其它复杂刀具进行研究、探索修磨方法,解决其它类刀具不能修磨的难题。
参考文献:
刘东曜. 基于机器视觉的立铣刀端刃后角测量方法研究[D].中北大学,2020.
刘崇泉.发动机缸体机油泵孔粗加工技术分析[J].金属加工(冷加工),2015(18):51-54.
张常乐.硬质合金螺旋立铣刀修磨[J].金属加工(冷加工),2013(09):24.
李显松,熊清平,姚幸.立铣刀数控测量修磨原理及其实现[J].机械与电子,2000(02):14-16.
胡春林,胡松林,吴斌芳,王为.四轴数控重磨球头立铣刀端刃的实现问题研究[J].机械,2003(02):46-49.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



