华北理工大学
摘要:针对智能 RGV 系统一道工序的物料加工作业情况,首先,RGV根据距离就近原则选择下一操作的CNC。在 RGV 对所有 CNC 完成一次上料操作后,不断进行上下料、清洗作业的循环操作。考虑到物料加工时间,我们选择离 RGV 最近的 CNC 作为下一个上料对象。模型反复按顺序进行操作,直到时间达到 8 小时。代入各组数据计算,得到相应的RGV动态调度模型和相应的求解算法。
一个智能加工系统的示意,由 8 台计算机数控机床、1 辆轨道式自动引导车、1 条 RGV 直线轨道、1 条上料传送带、1 条下料传送带等附属设备组成。RGV 是一种无人驾驶、能在固定轨道上自由运行的智能车。它根据指令能自动控制移动方向和距离,并自带一个机械手臂、两只机械手爪和物料清洗槽,能够完成上下料及清洗物料等作业任务。
任务复述与情况分析
任务复述:对一般问题进行研究,给出 RGV 动态调度模型和相应的求解算法。
情况分析:要求对只加工一道工序的情况进行一般性研究。以 8 小时内加工出最多物料为目标,我们给出了以下一道工序 RGV 动态调度模型。考虑到 RGV 移动的时间远小于物料加工时间,我们选择离 RGV 最近的 CNC 作为下一个上料对象。模型中反复按顺序进行以下操作,直到时间达到 8 小时:
1.等待直到 RGV 空闲且至少一个 CNC 空闲
2.使 RGV 移动到距 RGV 当前位置最近的空闲 CNC 处
3.对该 CNC 进行上下料操作,若有熟料则还需进行清洗作业
三、问题求解
针对于智能加工系统来说每班次工作共存在两种状态:启动阶段和稳定阶段。启动阶段:即开始有 CNC 处于空闲状态的阶段,当所有 CNC 都有处于加工过程时,这一阶段结束,在这一阶段,RGV 不存在等待和清洗操作,CNC 只有空闲和正在加工中两个状态。
稳定阶段:即所有 CNC 都开始工作后的情况,在这一阶段 CNC 有正在加工中,成熟等待,正在上下料三个状态;RGV 有等待、移动、上下料、清洗作业四种状态。
 :表示CNC#i 所处的位置
:表示CNC#i 所处的位置
 时刻 RGV 所处的位置,
时刻 RGV 所处的位置,
初始状态: 
◆ 启动阶段
由题目中所给的三组数据可知,当将8个CNC都放上生料后最先放的那个生料还未成熟,在启动阶段RGV仅进行上料和移动两种操作,我们可以规定对CNC的上料顺序,如下几种:
RGV 仅进行上下料,移动两个操作,CNC 仅有空闲和加工中两个操作,从第一个位置开始顺次上下料
CNC#i 上料开始时间

◆ 稳定阶段
此时 RGV等待、移动、上下料、清洗操作作为一个操作阶段,用 表示,
表示, 表示第i个阶段第j个操作开始的时间。从智能加工系统进入稳定状态后对操作阶段开始计数。
表示第i个阶段第j个操作开始的时间。从智能加工系统进入稳定状态后对操作阶段开始计数。
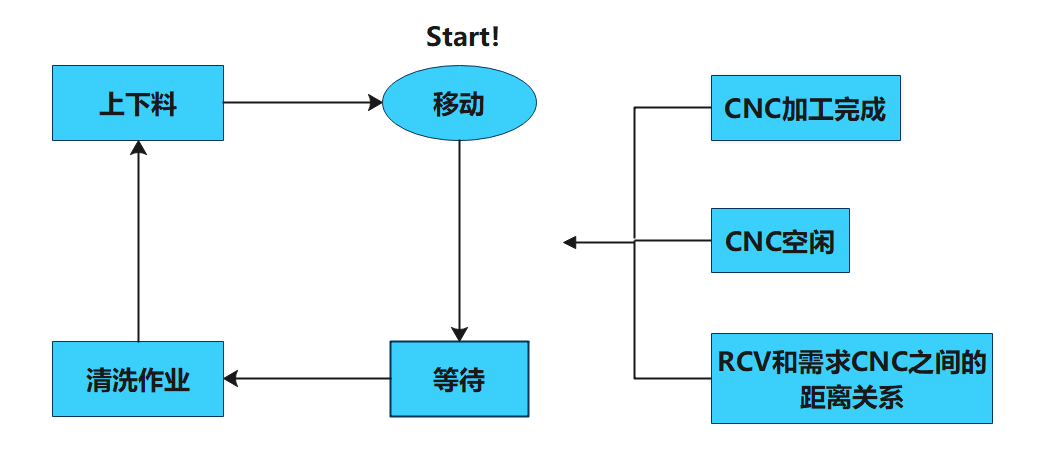
图1理性模型中情况一稳定阶段操作流程
开始时间 ,开始 RGV 所在位置
,开始 RGV 所在位置
◆ 稳定阶段
当系统进入稳定状态,RGV 第i -1次完成清洗状态后
已有多个 CNC 发出了请求,则根据各 CNC 与 RGV 当时的相对位置,采取就近原则为 CNC 上料。

 :表示第i个操作阶段开始前,CNC#k上的物料加工时间;
:表示第i个操作阶段开始前,CNC#k上的物料加工时间;
 :表示第i个操作阶段开始时,CNC#k最近的上料开始时间。
:表示第i个操作阶段开始时,CNC#k最近的上料开始时间。
当 时,
时, 最小
最小
1.没有收到CNC发出的上料请求,则RGV进入等待状态,当某个CNC发出请求后,RGV向该CNC移动。

 表示第i个操作阶段开始时,CNC#K距离成熟的时间。
表示第i个操作阶段开始时,CNC#K距离成熟的时间。
2.在确定了第 i 阶段操作对象 CNC# 之后,第 i 个操作阶段各个操作的开时间如下:
之后,第 i 个操作阶段各个操作的开时间如下:
等待开始时间: 其中
其中
移动开始时间:
其中
上下料开始时间:
当 时,结束,否则继续;
时,结束,否则继续;
清洗作业开始时间:
在第i+1个阶段开始时RGV的位置 当作业结束后我们得到
当作业结束后我们得到
CNC#i加工完成的数目:
CNC#i的工作总时间:
参考文献
[1] 查振元,李计星,绳润涛,等.智能平移轨道导引车的应用[J].机器人技术与
应 用,2017(5):42-43.
[2]顾红,邹平,徐伟华.环行穿梭车优化调度问题的自学习算法[J].系统工程理
论与实 践,2013,33(12):3223-3230.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



