重庆友友利鸿玻璃有限公司 重庆万州 404100
摘要:随着社会进步与工业科技的不断发展,玻璃中间层材料也在不断的变化,为了满足社会需求,通过改进夹层玻璃的生产工艺来提高生产效率、使能源达到更高利用率,随之一些新的生产技术也不断发展,如真空层压、快速熔合射频层压等技术。近年来建筑玻璃幕墙使用干法夹层玻璃复合而成的玻璃制品越来越多,但是干法夹层玻璃在生产过程中存在一些影响夹层玻璃寿命的因素,其中最为致命的就是夹层气泡。从玻璃生产受热角度解析干法夹层生产过程中的工艺控制要点,以期对生产企业有所帮助。
关键词:热辐射;夹层玻璃工艺;影响
引言
夹层玻璃因玻璃遭受破坏时,其碎片仍与中间层粘在一起,很少有玻璃碎片脱落造成人身和财产损失的安全性、隔音性、耐紫外线透过性能而被广泛运用于建筑幕墙、人群集中的公共场所、博物馆、外开窗、阳台栏杆、屋顶、雨篷等安全性保障要求较高的地方。而夹层玻璃的生产加工因涉及中间层PVB(化学名聚乙烯醇缩丁醛)胶片、各种玻璃原片、钢化玻璃平整度、板面大小及开缺打孔等因素,使得生产加工过程显得复杂多变,生产过程的成品率和使用过程中开胶等问题是夹层玻璃生产控制的关键,夹层玻璃生产工艺研究也围绕这两个要点展开。
1夹层玻璃生产工艺
将待夹层的玻璃放入清洗机,由清洗机清洗、烘干后传送到温度和湿度都受控的合片室,通常在这里会对玻璃外观进行检验。接下来,将已裁好的胶片放在玻璃面上,胶片需要平整的放置以确保没有褶皱,再将第二片清洗好的玻璃放在胶片上—即已合好一片夹层玻璃。合片过程需要在非常洁净的环境中进行,操作人员需要戴头套、手套,将边部多余的胶片从夹层玻璃边缘裁掉。然后对玻璃进行定位,并传送到滚压段,滚压段对玻璃缓缓加热并用外层包有橡胶的辊轴压出玻璃和胶片之间残留的空气,并将玻璃边缘密封。较后将夹层玻璃放进高压釜,高压釜是夹层玻璃的较后一道工序,他可使残留空气融入胶片内并实现胶片的均匀流动性,高压釜过程加固了胶片与玻璃之间的粘着力,从而产出一片看上去浑然一体的玻璃—夹层玻璃。
2 PVB胶片的正确使用
PVB胶片对于夹层玻璃的质量控制有着至关重要的作用,而胶片对产品质量最重要的影响因素是胶片含水率。通常胶片含水率控制在0.5~1.2%最好。胶片含水率和空气中的相对湿度成近似线性关系,空气的相对湿度越大,胶片的吸水率越高;而PVB胶片与玻璃的黏结力则与其含水率成反比,即含水率越高,PVB胶片与玻璃的黏结力越小。而从生产实践来说,在玻璃生产过程中胶片含水率过高,合片时在胶片和玻璃间残留的空气和胶片本身所含水分,初压过程中在温度的作用下形成水汽,在压辊的挤压下由前向后排除,越到后面水汽越多,大量的水汽就可能聚集在尾部约100~150mm的部位很难或不能排尽,而造成玻璃高压后脱胶、产生气泡,或者在交付使用后出现脱胶。这种现象在尺寸较大的玻璃生产时更为明显。在制作大板面夹层玻璃时如胶片含水率过高,尾部因水汽凝聚难以排出导致边部密封差产生气泡而降低成品率。为控制好PVB胶片含水率,一般要求在温度为18~23℃、相对湿度为20%~30%的合片室环境下存放并完成玻璃合片。我们曾在2012年11月一次生产5+1.14+5双钢化夹层玻璃时,发生玻璃在预压段辊压尾部出现“烟雾”,而实际上这些烟雾是因为环境气温太低(3℃左右),胶片本身所含水分和空气中残留在玻璃和胶片空隙中的水分在200℃左右的初压过程中受热形成水蒸汽,出初压段这些水汽被预压压辊挤出时受低温环境的作用凝结成水汽而出现“烟雾”现象,“烟雾”的产生可以看出夹层生产过程中形成的水分较多,会直接影响到夹层玻璃的质量。胶片含水率高,高压完成后一时可能看不出有什么问题,但会增加交付使用后在自然环境的作用下产生气泡开胶的可能性,我们曾发生过8+1.52+8双钢化尺寸为2200×3000的大板夹层玻璃出现交付后投诉中间层气泡开胶的问题,而产品交付时没有任何质量问题。经过分析就是因胶片含水率过高,在初压过程中水汽集聚在尾部,导致玻璃和胶片黏结力下降而造成交付后出现气泡。
3热辐射对夹层玻璃工艺的影响
本文使用波长2200~3500nm(中波)辐射管、1600~2600nm(碳中波)辐射管和1100~1400nm(短波)辐射管在相同环境下对夹层玻璃进行照射,获得其各个界面的温度变化曲线,判断其是否可以用来制作夹层玻璃辊压炉的辐射管。玻璃结构:6/0.76PVB+0.76PVB/6(6mm浮法白玻中间两层0.76mmPVB胶片)。
3.1短波(1100~1400nm)照射温度曲线
图1为短波照射温度曲线。第一组实验关键对比A、B、C三点热电偶数值,实验设计使用上下两根短波辐射管进行照射,辐射管距玻璃间距150mm,辐射功率30kW/m。A点测量上玻璃温度,B点测量胶片温度,C点测量下玻璃温度。关键查看A、B两点间的温差。夹层玻璃在辊压时理想获得的效果是胶片受热良好,但玻璃又不至于温度过高出现尾部提前封边。在本实验中A、B点温差越小越好。使用短波照射发现,在玻璃受照射47s时,平均温度65℃,A、B点的温差13℃,此状态下会出现胶片受热不良而玻璃温度过高的情况。因此短波是非理想辊压炉使用波长,但是其特点是升温快,对玻璃的热效率高。
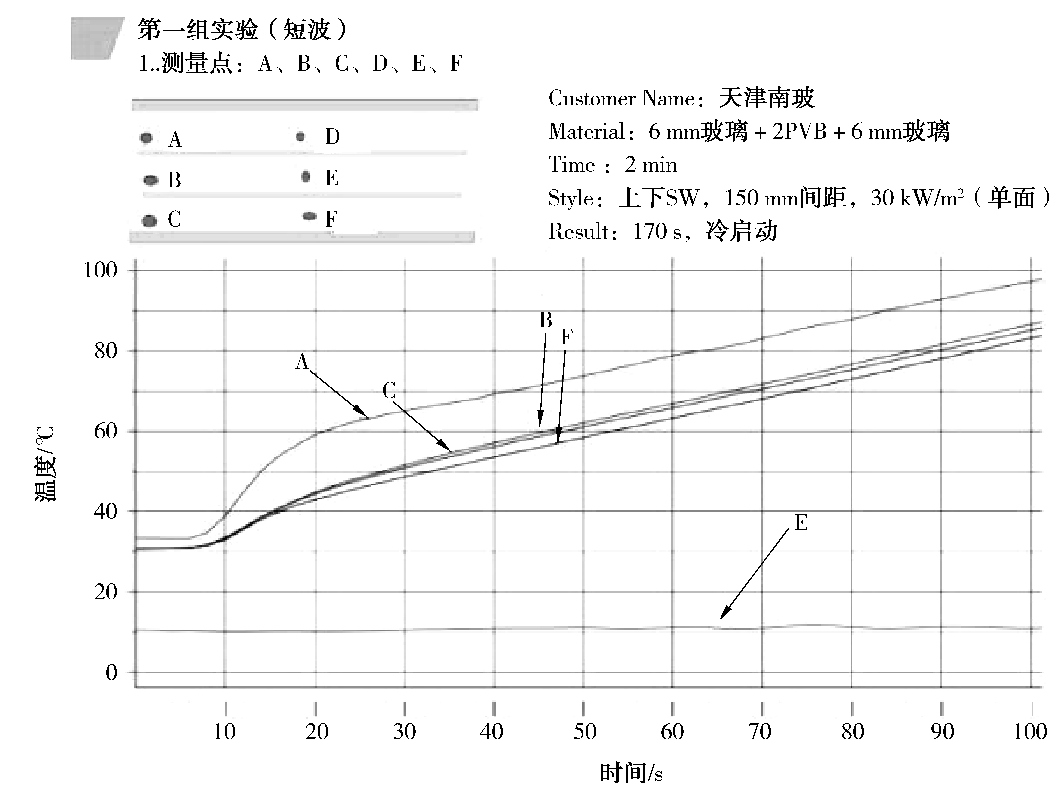
图1短波照射温度曲线
3.2碳中波(1600~2600nm)照射温度曲线
图2为碳中波(1600~2600nm)照射温度曲线。第二组实验使用1600~2600nm辐射波长的碳中波(中短波)对样品进行照射。实验设计使用上下两根碳中波辐射管进行照射,辐射管距玻璃间距150mm,辐射功率30kW/m。发现使用碳中波照射玻璃110s,此时A、B两点的温差20℃,此状态下会同样出现胶片受热不良但是玻璃温度过高的情况。因此中短波也是非理想辊压炉使用波长,但是其升温速度明显比短波慢。
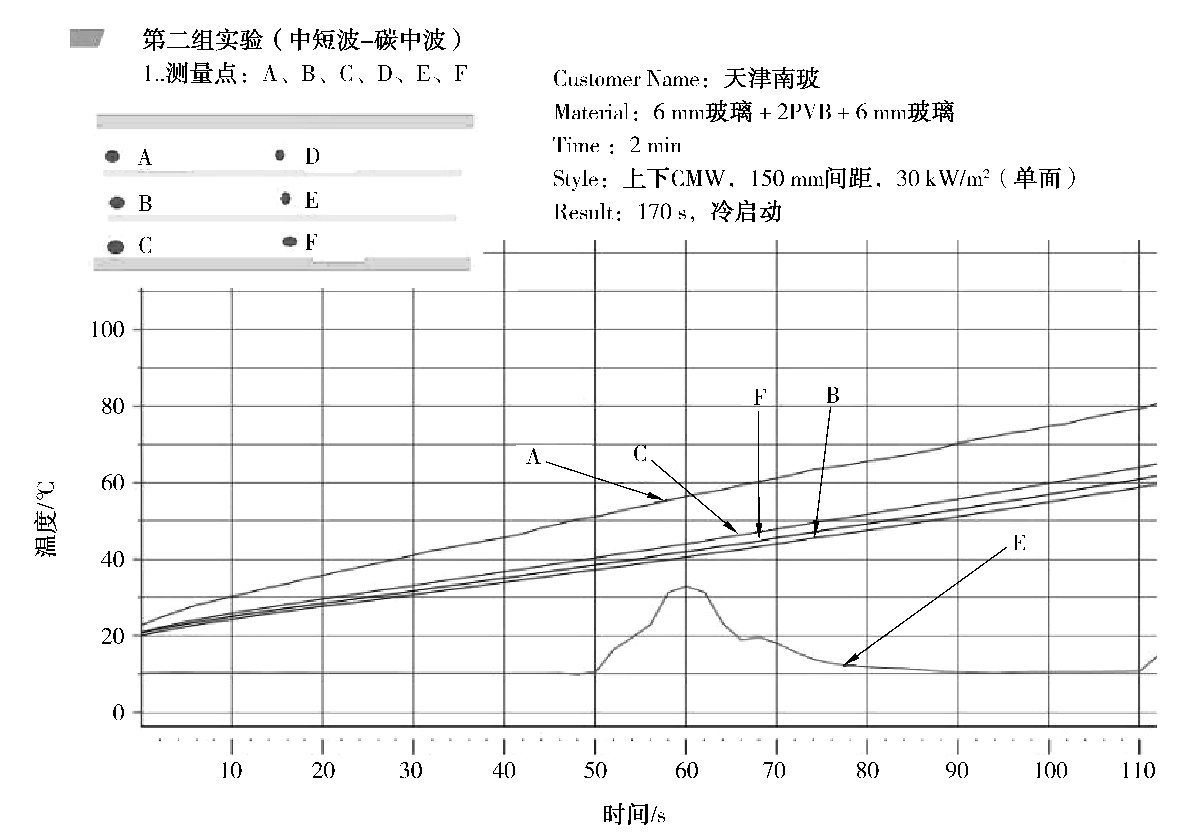
图2中短波照射温度曲线
3.3中波2200~3500nm照射温度曲线
图3为中波2200~3500nm照射温度曲线。第三组实验设计使用上下两根中波辐射管进行照射,辐射管距玻璃间距150mm,辐射功率30kW/m。试验发现,中波照射玻璃90s时,平均温度在65℃温度以下,胶片受热温度高于玻璃受热温度10℃。此为想要获得的辐射波长,因此中波辐射是主流的辊压炉使用辐射管。但其升温速率较慢,可通过增加辐射管数量、增加辊压炉长度弥补此不足。
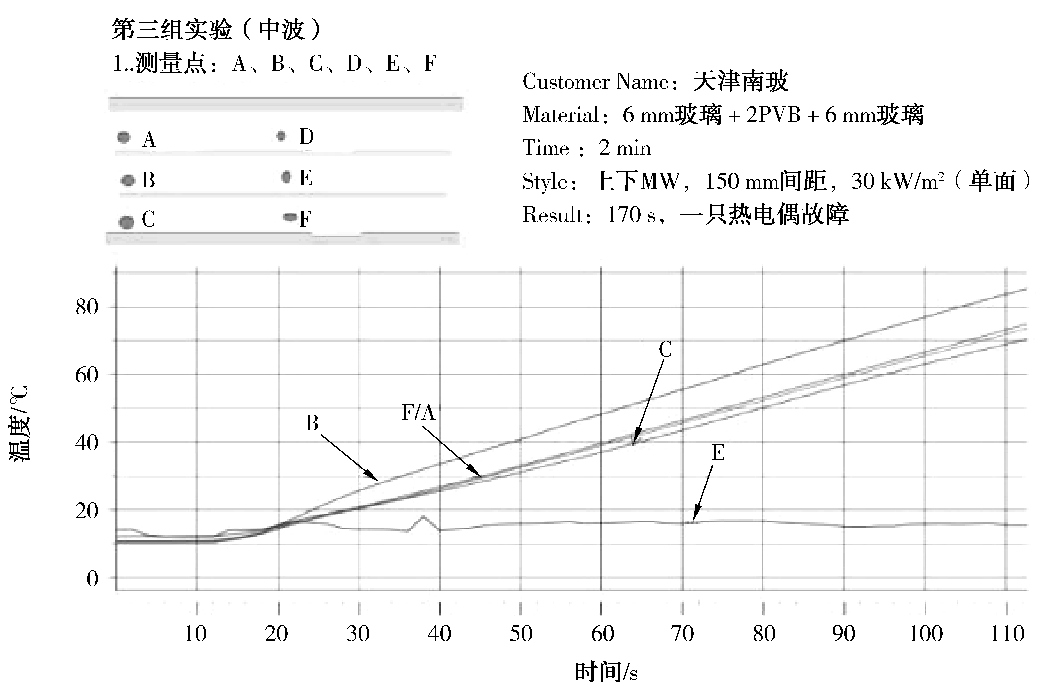
图3中波照射温度曲线
结语
夹层玻璃在人们的生活中扮演着不可或缺的角色。由于中间层树脂的不断发展、玻璃种类的增多、玻璃应用领域的扩张,使得夹层玻璃的生产工艺也在不断的发展与进步。为满足当今时代的需求,结合使用先进的工艺技术,用更有优势的新技术来取代传统技术是当今社会的发展趋势,选择能耗低、成本低、高效率的工艺技术,夹层玻璃的未来发展领域才会更加广阔、美好。
参考文献
[1]刘志海.我国夹层玻璃市场分析及趋势[J].中国建材,2010(10):94-98.
[2]石新勇,杨建军,陈璐.安全玻璃[M].化学工业出版社,材料科学与工程出版中心,2006.
[3]佚名.JC/T2070—2011,安全玻璃生产规程第1部分:建筑用安全玻璃生产规程[S].北京:中国建材工业出版社,2012.
[4]刘光萍.浅谈干法夹层玻璃基材的质量控制[J].广东建材,2012,28(01):34-35.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



