四川石油天然气建设工程有限责任公司 成都 610213
摘要:本文阐述了激光找正仪的原理和使用方法,并就轻烃项目压缩机组的激光找正为例,证明激光找正仪对于压缩机组找正工作的意义,对比传统找正法更加高效、准确和节约成本。
关键词:激光找正;压缩机组;冷态安装
压缩机组是大型高速旋转设备,是石油化工行业的重要设备,它安装工艺复杂,精度要求高。压缩机组找正对中在安装过程中又是一项非常重要的步骤,是决定设备运行情况的关键。采用传统的百分表找正法,往往需要耗费大量人力物力,随着科学技术的发展,激光找正使用的越来越多,它具有方便、快速、高效、准确等特点。
根据压缩机组的冷态安装曲线,通过调整使各轴线达到同轴的要求,消除各轴在联轴器处不应有的机械应力,减少机器的震动,降低转动部位磨损,保证机组在热态下运行有良好的对中性,提高机组的使用寿命。压缩机组常用的找正法有单表找正法,三表找正法,激光找正法。
激光找正仪主要组成:激光发射器,激光接收器,主机(微型计算机),蓝牙接收器和各种夹具等[1]。激光发射器和接受器分别安装在固定端测量单元S和可移动端测量单元M上各一对(双发射双接收)。
激光找正仪的原理和传统单表找正相似,通过测量单元S和M相互发射和接收激光,测量出架设测量单元的两轴相对位置的数据,通过微型计算机的计算后得出径向位移和轴向位移,并通过输入的数据得出可移动端各支点的调整量[2]。
压缩机组找正前应进行软脚虚脚测试。由于机械加工的误差,运输不当造成变形等原因,会产生四支腿不在同一平面内,底座和支腿存在高度差,设备支脚悬空。设备支脚悬空,就会影响激光找正仪测量的结果,松紧地脚螺栓之间数据变化巨大,刚刚找正的结果就会失去真实,增加找正工作的难度。
用链条式夹架把测量单元S固定在变速箱与压缩机连接的轴的半联轴器上,然后将测量单元M安装在压缩机轴端半联轴器上,最后将蓝牙打开。启动主机,选择水平对中测量,输入允许误差范围,径向偏差0.05mm,轴向偏差0.05mm。然后选择目标值对中,根据找正数据表,可以把找正冷态对中数据目标输入到激光找正仪中。测量并输入2各测量单元之间的距离、测量单元M到前地脚螺栓中心的距离和前后地脚螺栓的距离。测量时选择任意三点模式,将轴转动使测量单元依次在0°、120°、240°的位置,测量时要保证2个测量单元的角度误差在0.3°以内,注意盘车时按照压缩机运行方向盘车。三点测量完成以后,主机会显示测量结果如图1所示:
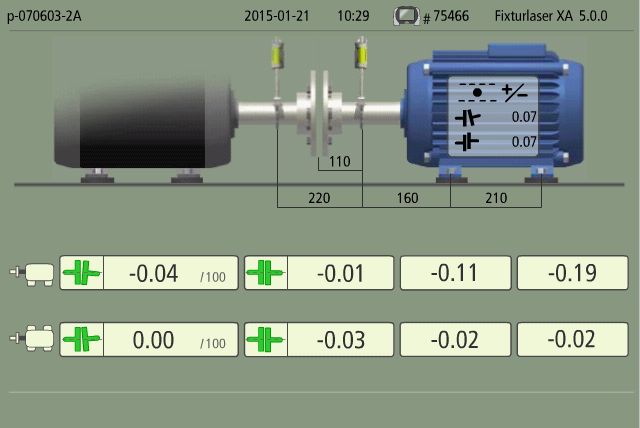
测量结果出来以后,通过主机显示的数据可以得出前后地脚螺栓需要加减的垫片数量和左右需要调整的距离。松开地脚螺栓后使用顶丝一个脚一个脚的抬起支脚,加减垫片,完成后松开顶丝。加减完垫片后,将测量单元都转动到90°位置,选择激光找正仪的跟踪模式如图二,这时使用顶丝调整左右偏差就会在主机上实时显示,根据显示的偏差方向慢慢调整左右,直到水平偏差调整到允许范围之内。调整完成后,重新测量找正数据如果合格就复查一次并保存数据,如果不合格就再次调整,直到合格为止。
轻烃项目部使用的是沈阳鼓风机厂的BCL603离心压缩机组,以变速箱和电机的找正为例,变速箱作为固定端,电机作为可移动端,厂家给出的冷态对中数据见表1。
表1 齿轮箱 压缩机冷态对中数据表
垂直偏差(mm) | 水平偏差(mm) | ||
径向偏差 | 轴向偏差 | 径向偏差 | 轴向偏差 |
0.789 | 0 | 0.399 | 0 |
按照找正数据表把找正冷态对中数据目标输入到激光找正仪中,垂直方向为电机比变速箱高0.79mm,;电机对变速箱方向向右偏0.4mm。测量单元S与M之间的距离是900mm,测量单元M与压缩机前地脚螺栓的距离是960mm,压缩机前后地脚螺栓的距离是2720mm。第一次测量后,测量结果如图2所示,按照图二分别给压缩机4个脚加入垫片后,开始进入跟踪模式(图3),根据图三显示的数值调整压缩机的水平位置,直到所有数据都变成绿色。经过几次测量调整,压缩机与变速箱找正数据达到冷态对中数据表要求,期间耗时2天,电机位置调整5次。

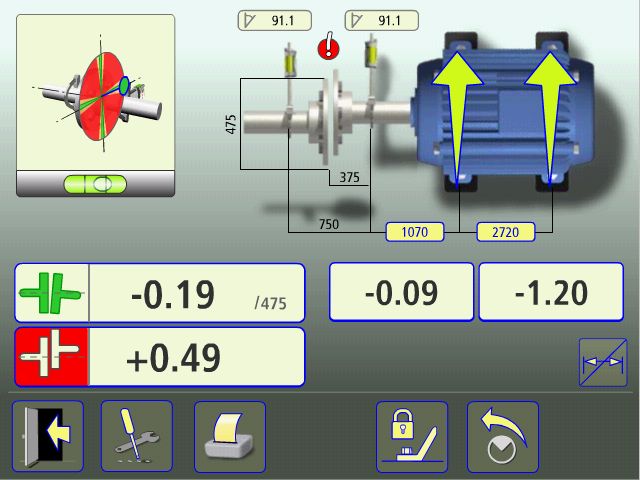
图2 找正调整数据 图3 激光找正仪跟踪模式
根据轻烃项目压缩机找正实例和之前乌鲁木齐压气站使用的三表找正法对比,激光找正法有很明显的优势,使用激光找正仪有以下优点:(1)激光找正的激光是绝对直线,省略了使用三表找正法需要计算表支架挠度。(2)激光找正仪测量出的数据经过电脑计算直接给出调整量,不像使用百分表找正需要丰富的经验和计算能力。(3)激光找正的测量只需要3个点,相比三表法4个点12组数据可以节省很多测量时间。通过轻烃回收厂压缩机的找正可以证明,激光找正技术对大型压缩机组安装找正工作是一个巨大的提高,不仅提高了工作的效率,还提高了找正的精度,可以降低设备的能耗,减少磨损。
[1]吴海利.激光对中仪在机组对中的应用[J].企业科技与发展,2018(09):146-147+151.
[2]刘丁未,李秀明.大型机组轴系多轴激光对中方法研究[J].分析试验室,2020,39(09):1089-1093.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



