山钢股份有限公司莱芜分公司 271104
摘要:相同变形量、变形温度以及微量合金元素条件下.研究轧后穿水冷却对热轧钢材组织性能的影响,并与轧后空冷状态下的组织性能进行比较。结果表明:轧后空冷状态下的钢材边部组织为铁索体+珠光体,心部组织也为铁索体加珠光体,心部晶粒度等级约为7.0级:轧后穿水冷却下的钢材边部组织为回火索氏体,心部组织为铁素体+珠光体,晶粒度等级约为8.5级,其淬透层深度为1.60mm;轧后穿水冷却的热轧钢材的伸长率与空冷相等,但其屈服强度提高了6.7%,抗拉强度提高了6.4%。
关键词:穿水冷却;热轧钢材;微观组织;性能
一、立项背景
根据厂打造“品质棒材”的战略目标,以及工艺先进的要求,对标学习后,结合车间工艺生产特点,积极开发轧后轻穿水工艺技术,为实现棒材的品质突破打开一扇技术之门。
二、推行方案
对标先进产线,穿水工艺的应用势在必行。材料经不同的热处理工艺处理后,其内部组织组成相的比例、形态以及分布状况均会发生改变。热轧后的钢材在各阶段采用不同的冷却制度对其组织和性能,截面形状正确与否都有直接影响,钢材的各部位冷却不均匀将引起不同的组织变化,相变时间与轧后冷却方式不同,所得组织及粗细程度也不同。轧后对热轧钢材进行穿水冷却可使钢材上冷床温度降低200~400℃.在解决冷床能力不足的问题时,同时可使产品质量提高。
穿水工艺推行的关键在于根据一轧车间实际情况进行穿水器设计、成品出口导卫的设计、穿水器安装基础找正以及后期的参数调整。
三、推行情况
1、穿水器设计优化
车间前期多次前往永锋参过考察,经过多次对标学习并且与专家进行商讨研究后,绘画图纸,与设备制作厂家联系制作穿水器,经过几个月的制作周期,设备于六月末到到达车间,准备进行试验。
2、成品出口导卫设计
根据水器固定位置设计成品出口导卫。因轧机与设备距离变远为使钢筋头部顺利进入穿水器,成品出口导卫加长至600mm以便满足生产需求;考虑成品存在弯头现象,生产时有可能在穿水器内堆钢,所以对成品引导嘴内腔进行加大,减小弯头出现概率。
3、穿水器安装基础找正
根据车间实际情况舍弃穿水器原有安装基础,利用原有导槽基础进行微小改动安装找正以便旧式导槽可以使用,应对突发事故。
4、穿水器参数
试验初期根据前期研究结论,进行参数调节,穿水一段水压设为1.0MPa,穿水二段水压设为0.6MPa,水量设为60m3,保证钢材到冷床温度在990℃左右。
四、应用情况
车间于7月进行试轧生产中所用原料尺寸为150mmx150mm×9550mm,开轧温度1050℃.经粗、中、精轧后轧成12mm的热轧带肋钢筋,然后进行轧后穿水冷却.第一段水压为1.0MPa,第二段为0.6MPa.成品轧制速度约为13.5m/s。经两段穿水冷却后钢材上冷床温度约为990℃,轧后空冷下的钢材制备工艺参数跟穿水冷却下的热轧钢材制备工艺参数相同.其具体生产工艺如图1所示。拉伸和弯曲试验全部由厂内质检站完成.金相试样经溶液浸蚀后在光学显微镜下观察。空冷和轧后穿水冷却下试样的化学成分相同并且都符合设计成分要求。对轧后空冷和穿水冷却的两种材料各取两个试样进行拉伸试验.图2为两种材料的室温拉伸应力一应变曲线,穿水冷却后的钢材在保持伸长率与空冷状态下基本一致的情况下,屈服强度平均值由空冷状态下的457MPa增加到488MPa.提高了6.7%;抗拉强度平均值由空冷状态下的639MPa增加到680MPa.提高了6.4%.可见在不改变热轧钢材化学成分的前提下,轧后采用穿水冷却在提高钢材综合性能方面效果明显。
图一为两种状态下材料心部组织形貌的放大图。从中可明显地看出两种材料的心部组织都为铁素体+珠光体。并且穿水冷却下的心部组织比空冷下的要细小。所以轧后立即进行高强度的冷却,可使细化的奥氏体迅速过冷到较低温度,即可抑制奥氏体晶粒长大,使热轧钢材心部组织得到细化,从而提高其综合力学性能。
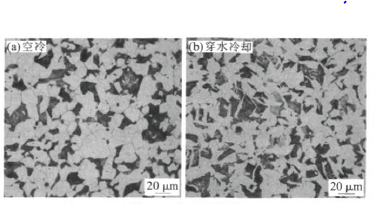
图一.心部组织形貌放大图
图二为钢筋表面质量图,由图可以看出使用穿水工艺后,钢筋表面氧化气泡明显减少,光泽度增强,钢筋整体表观质量得到大幅提高。

空冷
穿水

图二.钢筋表面质量对比图
图三为钢筋成品打捆图,穿水工艺投入使用后钢筋到冷床符合顺平直要求,基本不再出现钢筋缠绕现象,后部收集能力大大提升,成品打捆质量得到明显提高。


缠绕、刮完

图三.成品打捆图
五、实施效果
穿水工艺使用,实现一次成功,微调参数后直接实现量产。并取得以下几点成果:
1、在不改变热轧钢材化学成分的前提下,轧后采用穿水冷却在提高钢材综合性能方面效果明显。
2、在同等条件下,钢筋整体表观质量得到大幅提高。
3、冷床工作温度整体降低、粉尘浓度减低,职工工作环境得到较大改善。
4、钢筋穿水冷却后不易弯曲,卸钢缠绕现象明显降低,成品打捆质量明显提高。
穿水工艺的应用大大提高一轧车间钢材质量和市场竞争力,为打造国内最先进的小规格棒材生产线奠定夯实基础。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



