山东银光科技有限公司 山东临沂 273400
摘要:导爆管在我国许多行业的爆炸工程中有着十分广泛的应用,随着我国经济的发展,我国对导爆管的需求量也在不断增加,这推动了我国民爆行业的发展。但目前我国民爆行业整体的自动化水平依然较低,导致企业生产效率低下,存在严重的材料浪费问题。因此,近些年来,我国多家科研单位开展了导爆管自动化设备的研制工作,但我国民爆行业的整体自动化水平依然有待提高。鉴于此,本文对民爆导爆管在线检测及自动化生产设备进行探析,希望能为我国民爆行业的发展提供一些参考。
关键词:导爆管;在线检测;生产设备
0引言
上世纪80年代我国民爆行业从国外引进非电雷管主要部件导爆管,导爆管采用塑料材质,其内部的极薄层起爆药粉,使用低密度聚乙烯塑料空心软管,可以与我国雷管进行配合使用,导爆管被引爆后会迅速将能量传递给非电雷管并使其发生爆炸。导爆管具有抗静电、抗杂散电流、爆炸速度稳定、传导爆炸能量性能高以及起爆速度快等优点,在我国采矿、冶金、水利、筑路以及井巷挖掘等行业的爆炸工程中广泛使用。
虽然导爆管是我国从国外引进来的一种技术,但我国已经完全实现了导爆管的国产化。目前我国生产导爆管的企业众多,但从导爆管生产企业的发展情况来看,生产工艺自动化程度较低,导致企业生产效率低下,存在严重的材料浪费问题。因此,近些年来,我国多家科研单位开展了导爆管自动化设备的研制工作,希望能够实现导爆管封尾、捆扎、下料、贴标等工序的自动化操作,从而提高企业的生产效率,减少企业人力成本支出,提高企业自身的市场竞争力。
1系统构成与布局
导爆管自动化生产测试系统主要由六个部分组成,如图1所示。①填药冷却装置:该装置主要完成导爆管的填药和冷却;②在线检测:该装置可以对导爆管的外径规格和填充的火药均匀性进行检测,保证通过该环节的导爆管符合生产标准;③贴标封口:该装置主要在导爆管的末端贴上标签,同时对火药填药口进行密封;④定长切断:该装置根据生产标准对导爆管的出线长度进行测量,当测量完成后在标记位置进行切断,保证导爆管的生产规格统一;⑤成束装置:该装置的主要作用是根据封装标准,将指定根数的导爆管并为一束;⑥绑扎装置;该装置对成束的导爆管进行绑扎,在绑扎时要求最少捆扎两圈。
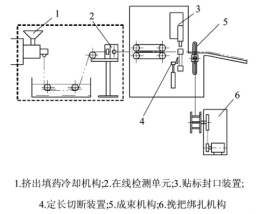
图1 导爆管自动化生产线
成品导爆管的长度不低于3m,导爆管自动化生产线的出线速度在60m/min以上,由于生产线的结构紧凑,需要民爆企业对生产线的各装置进行合理布局,本文采用了机械传动装置和电气自动化控制技术,可以有效保证生产线的稳定性和可靠性。
2系统生产方案选择
目前我国导爆管自动化生产方案主要有以下几种,本文对这几种主流的生产方案进行分析:
(1)半自动生产线。该生产线采用挤塑机实现导爆管的高速出线,在使用收线盘对出线的导爆管进行卷绕,当一卷收线盘绕满后,可以自动切换新的收线盘。之后民爆企业工人将收线盘取下,在使用其他自动装置对导爆管进行自动分切、贴标、绑扎等工序,该自动装置的进线速度可以调节,生产速度可以稳定控制。半自动生产线的优点:一是通过收线盘完成导爆管的收线工作,后续封装、切断等工序速度可控,与全自动生产线相比研制难度小,资金投入少,能够满足民爆企业的生产需求;二是采用挤塑机可以有效提高导爆管的出线速度,生产效率较高;三是半自动生产线对生产设备的技术水平要求较低,设备结构复杂度低,整套生产线的建设成本较低,更容易被民爆企业所接受。半自动生产线的缺点:半自动生产需要人工完成其中一部分的生产工序,需要的工人数量相对较多,这增加了民爆企业的人力成本支出。
(2)分段组合生产线。随着我国经济的发展,我国各行业对导爆管的需求也有所不同,因此就需要根据用户的实际需求,建设生产不同长度的导爆管生产线。分段组合生产线的优点:可以生产不同长度的导爆管,可以实现导爆管生产的自动化操作,对生产设备的复杂度要求较低。分段组合生产线的缺点:生产效率会受到挤塑机出线速度的影响,生产线功能拓展有限,生产线建设成本较高。
(3)全自动生产线。能根据用户的实际需求生产不同长度的导爆管。全自动生产线的优点:生产线自动化程度高,生产效率高,人力成本支出少。全自动生产线的缺点:生产系统研制成本较高,安装和调试的时间较长,对生产线安装厂房有特殊要求,生产线建设成本较高。
通过对上述生产方案分析,可以看出每种方案都有各自的优点与缺点,方案的具体选择需要民爆企业根据自身的实际需求和国内设备技术水平进行综合考虑,从而选择最为适合的生产方案。
3技术实现途径
3.1在线检测系统
目前导爆管生产线的在线监测系统多数采用激光探测方法,这种探索技术对火药填充均匀性的检测精度不足,很难在民爆行业进行大规模推广。因此,本文基于CCD图像传感器的视觉测量方法,通过背光源面板对导爆管火药填充均匀性进行测量,最终形成清晰图像。导爆管通过背光源面板后,可以被CCD传感器采集到高精度图像数据,再由计算机软件对图像数据进行处理,同时与系统中预存的合格数据进行对比判断,最后将检测结果发送到总控制单元,如果检测合格导爆管会继续进行后续工序,如果检测不合格将会对不合格区域进行标识,并在后续工序中进行切除。
3.2生产线系统
导爆管自动化生产过程中,各工序所需执行的动作较为复杂,如图2所示。而影响生产线自动化操作的关键在于生产不同规格导爆管的时间节拍。导爆管生产线各设备所执行的动作都是周期性的,为了保证生产线的顺利运行,需要对各执行动作进行多次调试,本文采用导爆管自动成束设备,来降低生产线执行动作的复杂度。
![]()
图2导爆管生产工序图
该方案的优势在于可以一次性将若干导爆管直接捆扎成束,如果导爆管的长度在5m以上,就需要执行两次捆扎动作,每次捆扎时间为42s,这可以有充足时间完成导爆管的捆扎动作,且技术要求较低。根据本文布局模式,导爆管的生产长度主要受到粘贴标签工序时间的影响,切断和传送时间的影响可以忽略不计,本文设计的导爆管出线速度为70m/s,粘贴标签的速度为2s,因此理论上生产线所能生产的导爆管长度不小于2m,结合用户的实际需求,民爆企业可以实现3m导爆管的生产。
3.3电控系统
电控系统主要分为4个部分:一是电源模块,主要负责为设备提供交流和直流电;二是传感器模块,主要包括压力、编码、到位以及启动等传感器的控制;三是信号处理模块,该模块是整个电控系统的核心,可以对传感器采集到的信号进行判断、计算和处理,并根据分析结果,输出相应的控制命令。如对显示、主电机以及张力等单元进行控制;四是执行模块,该模块直接控制整个生产线的执行动作,其中就包括张力电机、牵引电机以及捆扎电磁阀等设备。
4结语
民爆行业在生产过程中具有一定的危险性,同时又属于劳动密集型产业,因此对导爆管生产线进行自动化改造升级,有利于降低生产过程中所存在的安全隐患。随着我国科学技术的发展,民爆行业在未来也必将向着自动化和智能化的方向发展。
参考文献:
[1]邓华林. 民爆行业自动化设备应用的安全问题探讨[J]. 装备制造技术, 2020, No.306(06):246-248.
[2]台广锋、陈雁南、姜长辉、渠迎锋、卢毅. 改性瓜尔胶生产线在线控制及监控系统设计与应用[J]. 电工技术, 2020, No.526(16):11-12+16.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



