上海市闵行区消防救援支队指挥中心
摘要:医药中间体生产作为精细化工产业的一个重要组成,虽然产业链单一,但产品类型多、产能不大,生产工艺灵活,一旦发生事故,容易出现火灾、爆炸、毒害、腐蚀、倒塌等多种灾情风险交融叠加,事故处置难度大,车辆装备、力量编成、技术战法、安全防护等要求高。
关键词:精细化工、医药中间体、灭火救援
近期,笔者实地调研了江西某制药有限公司化学合成/抗菌素产业的灭火救援准备工作。现将有关情况报告如下:
一、基本情况
医药中间体,是指医药合成及制造过程中成药前的所有化合物的总称,是药物制剂的有效成份,由化学合成、植物提取或者生物技术所制备的各种用来作为药用的粉末、结晶、浸膏等。该企业主要从事皮质激素中间体、计划生育药物中间体和抗菌素(抗感染)中间体的生产加工。
二、工艺流程和重点部位
(一)工艺流程
公司的原则工艺为:企业外购原料单体,不同单体通过添加不同溶剂搅拌反应生成不同的中间体,数个中间体再经过合成反应生成最终的医药中间体。根据安评、环评报告,企业101生产车间为松和氟轻松生产线;102合成车间为地塞米松磷酸钠、倍他米松、甲基泼尼松龙、雌三醇、左炔诺孕酮等生产线;106合成车间为依普利酮、左炔诺孕酮等生产线。调研组笔者重点对101生产车间进行了实地调研。具体工艺流程如下:
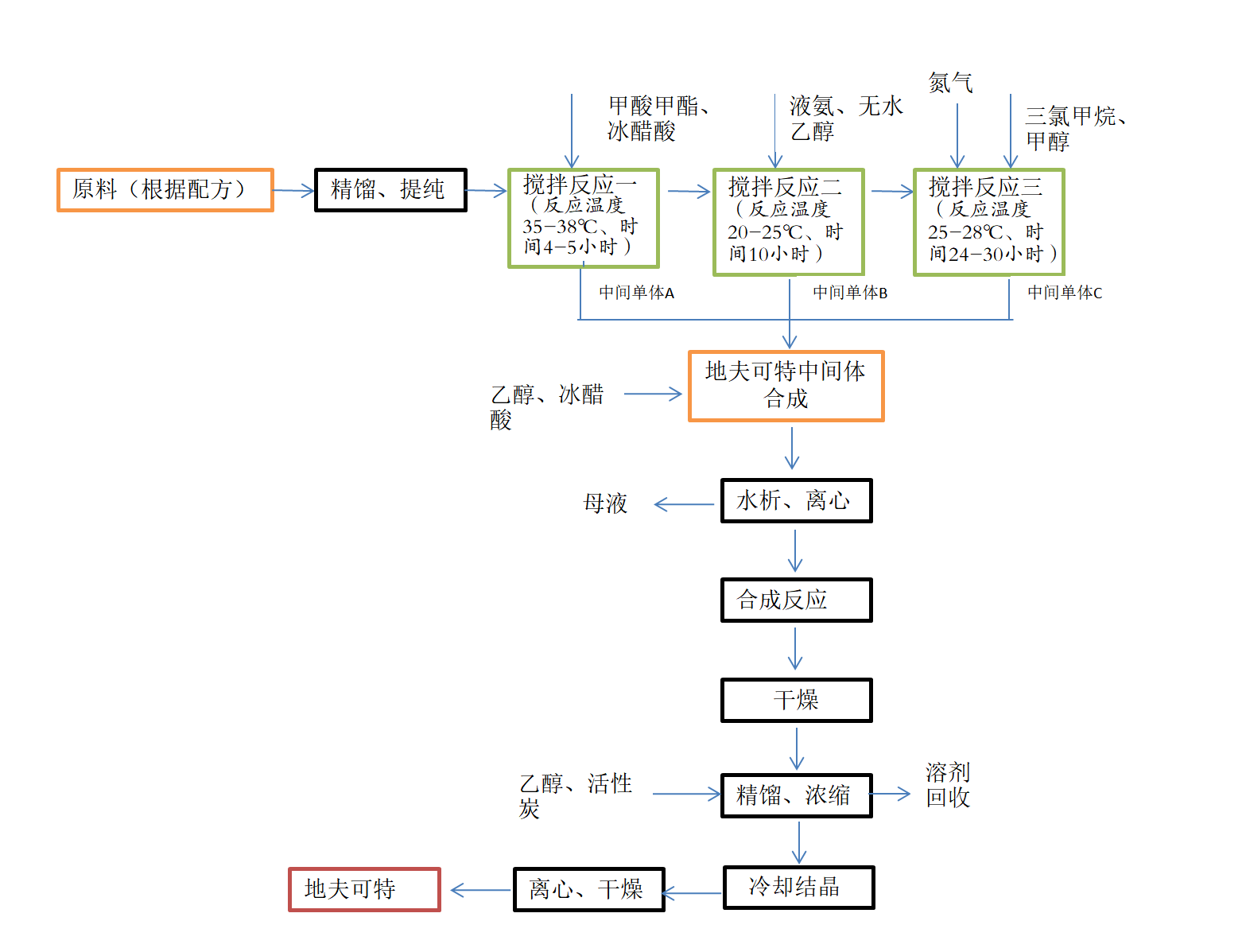
图3-101车间地夫可特中间体制备工艺流程
地夫可特生产可分为两部分,一是101车间-中间单体制备,二是102车间-地夫可特合成反应。涉及单体原料(3个)为:菌脱氢物、1,4雄烯二酮、112羟基坎利酮,生产过程中添加的溶剂,包括甲酸甲酯、冰醋酸、液氨、乙醇、三氯甲烷、甲醇等,成品为白色粉状地夫可特。生产工艺为间歇式多釜反应。
1、中间单体制备
原料单体霉菌脱氢物加至反应釜,通入溶剂甲酸甲酯和冰醋酸进行反应,控制35~38℃的温度条件下搅拌反应4~5小时,经离心、过滤处理后生成中间单体A;单体1,4雄烯二酮加至反应釜,通入溶剂氨气和无水乙醇进行反应,控制20~25℃的温度条件下反应10小时,经过离心、过滤处理后生成中间单体B;单体112羟基坎利酮加至反应釜,通入溶剂甲醇、三氯甲烷进行反应,氮气惰化保护,控制25~28℃的温度条件下反应24~30小时,经过离心、过滤处理后生成中间单体C。
2、地夫可特合成反应
将中间单体A、中间单体B、中间单体C,加至地夫可特合成反应釜中搅拌,通入溶剂乙醇、冰醋酸反应10小时,经加水水析、静置、过滤,烘干得到地夫可特粗品,再将地夫可特粗品溶解于乙醇中,加入活性炭,回流脱色30分钟,经过过滤、干燥得到地夫可特。
(二)重点部位
企业重点部位为存放多种固液溶剂的仓库和生产车间。涉及危险物料主要包括冰醋酸、丙酮、工业用三乙胺、无水乙醇、硫酸、盐酸、三氯甲烷、醋酐、醋酸酐、甲酸甲酯、氢氧化钠、四氯苯醌、镍催化剂等。
三、火灾危险性分析
公司产业链单一,但产品类型多、产能不大,采取间歇性釜式反应,生产工艺灵活,可根据市场需求随时调整,同一生产装置可制备多种不同产品。生产的灵活性、多样性同时也增了发生安全事故的风险。
(一)物料仓库
1、原料、产品库房。生产原料设置独立库房,主要为霉菌脱氢物、1,4雄烯二酮、112羟基坎利酮等,产品地夫可特中间体设置独立库房,均为固体粉状包装,事故风险总体不大。
2、辅料溶剂厂房。存放生产辅料即固液体溶剂的危化品仓库,包括冰醋酸、丙酮、三乙胺、无水乙醇、硫酸、盐酸、三氯甲烷、醋酐、醋酸酐、甲酸甲酯、氢氧化钠、四氯苯醌等,均为易燃易爆、高毒腐蚀物质,没有参照建规、石化规进行设计,而是按照重大危险源辨识标准设计存放各类化工助剂,固液体混、理化性质混、易燃有毒混,处置方法和技战术各异,灭火药剂相互抵消,灾情风险相互叠加、相互影响,安全防护和灭火救援风险高、难度大。特别是三氯甲烷在不完全燃烧情况下,会产生剧毒光气,一旦泄漏达到一定浓度,只要见光一闪即分解出黄色烟雾,使人瞬间死亡,同时具有神经性中毒、血液中毒、呼吸中毒的特征。
(二)生产装置
1、按照一级重大危险源辨识标准,厂房设计为非防爆,根据实际生产过程和工艺风险,应进行特殊防爆设计。
2、生产工艺为低温、常压、间歇式反应,生产过程缓慢,原料、溶剂配方是核心技术,控制固液体溶剂点入釜内反应的流量、流速和节点是关键,一旦这个环节出问题,容易造成整个反应过程失控、灾情扩大,点入过快会反应过速、点入过慢会出现凝固,爆炸风险都很大。关键工艺控制均为人工现场操作,增加了发生事故风险和概率。
3、装置未设置紧急泄压设施,生产控制自动化程度不高,无法实现远程紧急停车、紧急断料、紧急泄压等工艺措施,事故状态下现场紧急切断、紧急放空难以实施。
4、由于原料和产品均为固体粉末状,在原料加注和成品分离、结晶、干燥过程中,要注意发生粉尘爆炸危险。
5、仅一个车间就有十多个搅拌式反应釜,最大风险是搅拌器因断电等原因,出现反应停止,发生暴聚。
6、105反应釜加注液氨和无水乙醇,该反应切忌遇水遇湿,否则会过速反应,106反应釜注入溶剂三氯甲烷,设置氮气保护控制反应速度,事故状态下必须保证氮气供应充足,否则会出现工艺失控、灾情扩大;成品分离结晶需要冷冻站提供冷媒,一旦冷媒缺失就会导致反应温度、压力失控,发生暴聚。
7、企业正在试产氟替卡松丙酸酯,使用溶剂剧毒的氟化氢,需要引起注意。
四、灭火救援处置要点及安全事项
(一)针对化学溶剂仓库事故
1、准确侦察研判。化学溶剂库房与常见的化工液体储罐区不同,不同相态、不同理化特性、不同风险等级的化工物料交叉混存,不同物质处置的安全防护、处置方法和技战术也各异。现场处置不能盲目采取措施,必须首先进行侦察,可通过查看危险化学品周知卡、告示牌、出入库记录及询问技术人员(特别是企业生产科长),核清危险化学品种类、数量、放置区域和安全现状等,切忌直接打水、打泡沫。
2、加强安全防护。针对库房存放的三氯甲烷、醋酐、酸碱等有毒、腐蚀等物质,落实呼吸和躯干“双防护”标准,现场处置人员务必着二级以上防化服、佩戴空气呼吸器或氧气呼吸器,着火佩戴空气呼吸器,泄漏佩戴氧气呼吸器,保证连续作业时间。特别是要注意二氯甲烷不完全燃烧会产生剧毒的光气,要按照最高等级防护,选用专用的双层防护呼吸面罩(一层保护面部、一层加固密封)。
3、采取针对措施。如果是初期、难控灾情,在做好防护前提下,需针对不同物质特性采取针对性处置措施:针对三氯甲烷泄漏,必须第一时间强制启动下风向机械送风系统,防止高浓度液体蒸汽集聚,如果无机械送风,可利用高倍数泡沫设备向内部注入高倍泡沫,挤压液体蒸汽空间,也可移动正压送风设备实施送风,但要注意防爆;针对硫酸、盐酸等泄漏,不得盲目打水,防止酸液达到腐蚀当量,腐蚀罐区管线、阀门,造成灾情失控,可考虑做好防护时,利用碱性物料中和,如生石灰、熟石灰、小苏打、漂白粉等,降低腐蚀危险,大量泄漏可在下风向设置水幕稀释,并设置围堰收集废水,防止沿雨排、化污、管沟等流淌,发生次生灾害。如果是失控灾情,整个库房发生大面积着火,严禁组织人员内攻,可考虑上风向设置阵地,长干线、远距离作战方式,以灭火机器人、移动炮、自摆炮为主,减少前方作战力量。
(二)针对生产装置事故
1、第一时间侦察了解事故物料种类、特性和事故部位,了解反应温度、压力情况,核查紧急停车、紧急关阀、紧急泄压等工艺措施和制冷运行情况,研判是否具备处置条件。
2、现场处置以工艺处置为主,有条件的优先采取应急注氮措施,实施窒息惰化灭火;有粉尘爆炸的区域,不能喷射直流水,防止产生静电导致爆炸事故发生。
3、生产车间反应釜发生火灾,既要考虑着火反应釜处置,也要考虑邻近设备,根据风险等级确定优先保护顺序,特别是针对制冷循环的反应釜及管线设备,不能盲目打水。
4、生产车间内部情况不明,泄漏燃烧物质不明,谨慎实施内攻;如果生产车间反应釜未炸开,不能盲目打水冷却,防止破坏反应条件,造成灾情扩大;如果灾情失控,严禁组织人员内攻,可考虑上风向设置阵地,长干线、远距离作战方式,以灭火机器人、移动炮、自摆炮为主,减少前方作战力量。
5、针对加注溶剂无水乙醇的反应釜,发生事故不得射水冷却或灭火,防止发生过速反应。
6、针对需要制冷工艺,优先保护冷冻站,防止装置不制冷导致内部物料出现“飞温”现象,发生超压超温爆炸。
7、发生事故后,需保持反应釜正常运行,切忌切断电源,造成反应釜反应停止、物料暴聚,发生超压爆炸。
参考文献
[1] 徐铮奎.世界原料药市场新趋向及我国与国外同行的差距[J]. 中国制药信息, 2017(33):35-36.
[2] 陈娇. 我国药品注册制度改革促力医药外包发展的研究和原料药国外申报实践[D]. 重庆医科大学.
作者简介;
宰存宝(1988.11-),男,汉族,江苏南京市人,本科法学学位
毕业于中国人民武装警察部队学院
职称:助理工程师
现就就职于:上海消防救援总队闵行支队指挥中心副主任
研究方向:消防灭火救援指挥

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



