上海统谊石化设备检测有限公司
摘要:核电厂压力容器和压力管道是核电厂常规岛的重要设备,由于流体冲刷、腐蚀等导致的壁厚减薄是引起事故的重要原因。目前,超声波测厚是检测壁厚减薄的重要方式之一。本文就超声波测厚技术在压水堆核电厂常规岛的应用情况进行阐述,并对后续测厚方案的升级提出了一些设想。
关键词:超声波测厚 压力管道 压力容器 壁厚减薄
超声波测厚简介
1.1超声波测厚基本原理
超声波测厚仪是基于超声波脉冲反射原理进行厚度方向测量,当测厚探头发射的超声波脉冲通过被测物体到达被检构件的分界面是,脉冲被反射会探头通过精确测量,超声波在材料中传播的时间确定被检材料的厚度
1.2超声波测厚影响因素
在实际检测过程中,工件表面粗糙度过大,造成探头与接触面的耦合效果差,反射回波低,甚至无法接收到回波信号。当检测面与底面不平行。超声遇到底面散射,探头无法接受到底波信号,导致仪器无法显示厚度数值。
超声波测厚在压水堆核电厂常规岛的应用
2.1检测周期及检测比例
2.1.1 压力管道
根据国质检锅[2003]108号《在用工业管道定期检验规程》,核电厂常规岛及电站配套设施范围内的主要压力管道按工业管道(GC)的级别划分为GC1、GC2、GC3三类,对应的测厚周期一般为4次燃料循环,每次循环分别抽检30%、20%、10%。
对于管道材质中铬含量低于0.1%的部分,主要失效模式为流体加速腐蚀。这部分检查计划安排的分类是依据法国《用于检查计划制定的EDF职业手册》确定的分析方法以及管道专项分析结果分为GD1-4类,检测周期及比例根据敏感区域周期的分析和经验反馈确定,目前电厂中一般参照GC等级确定检测周期及比例。
2.1.2 压力容器
压力容器在年度检查和定期检查中进行测厚检测,一般每次燃料循环进行一次。
2.2 检测设备
用于壁厚测定的测量仪器,包括数字式测厚仪、数字式超声波检测仪和带A扫描显示数字式测厚仪。壁厚测定时,根据被测工件厚度范围、表面状况、材质及测量精度等要求选用测量仪器。数字式超声波检测仪一般适用于壁厚大于200mm承压设备的厚度测定,测量精度通常为±1mm;带A扫描显示数字式测厚仪和数字式测厚仪一般适用于壁厚范围为1mm~200mm承压设备的厚度测定,测量精度通常为±(0.5% t+0.05)mm。
超声波测厚通常采用直接接触式单晶直探头,也可采用带延迟块的单晶直探头和双晶直探头。高温(大于等于60℃)或低温(低于-20℃)试件的壁厚测定需要使用特殊探头。
超声波测厚通常采用与被检管件材质相同或接近的校准试块,包括阶梯试块,圆形试块以及超声波检测试块等。校准试块的厚度范围必须覆盖被检工件的厚度。
超声波测厚一般选用透声性较好、声阻抗较高、对设备无损伤的化学浆糊、甘油或其它专用耦合剂等。产品质量满足台山核电技术部及化学环保部的要求且在有效期内。高温场合时实施超声波测厚,应选用合适的高温耦合剂。
2.3 测厚点布置
2.3.1 压力管道
在待测量的管子或管件上,应沿其介质流向方向纵向分布测线,并在测线上分布各点,从而形成测量网格。测线按字母以A线开始顺序标示(对位于管件上游的观察者而言为顺时针方向),起始A线定于部件或管道上有明显特征的位置。
1)无焊缝的直管、异径管:
水平管道(管道轴线与水平面夹角小于45°):起点A线可在正上方;
垂直管道(管道轴线与水平面夹角大于45°):起点A线可在正南方。
2)有纵向焊缝直管、异径管:
先按无焊缝方式确定临时的起点A1,然后顺时针找到最近的纵向焊缝,以其焊缝中心确定临时点。
3)弯头(管):
起点A线位于内弧面。
4)汇流/分流三通:
三通主管:起点A线位于三通肩部的主管中心线上。
三通支管:起点A线位于主管上游侧的支管中心线上。
当A线确认后,对于无焊缝管件(弯头、直管、变径头),在横截面上按90°间隔选择4条测线,如图2-1所示。
如果管件上有纵向焊缝,以焊缝中心定为临时起点,先按无焊缝管件方式选择测线,然后距离焊缝的两边缘15mm处各划一条测线。因此,对于卷制焊接管子,它会有5条测线,而半壳形管件则有6条测线。
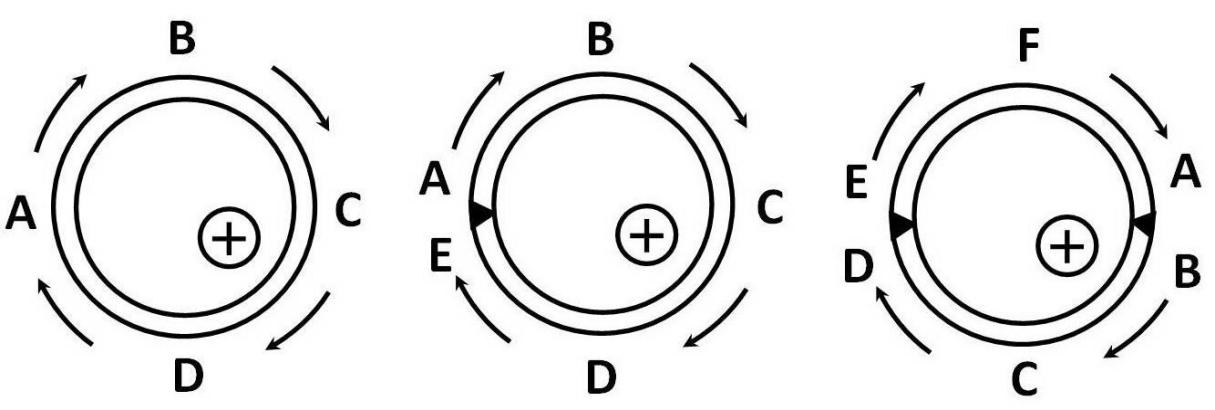
图2-1 纵向测线位置分布
根据管件类型以及管径的不同,在测线上分布测点的相关参数如下表所示:
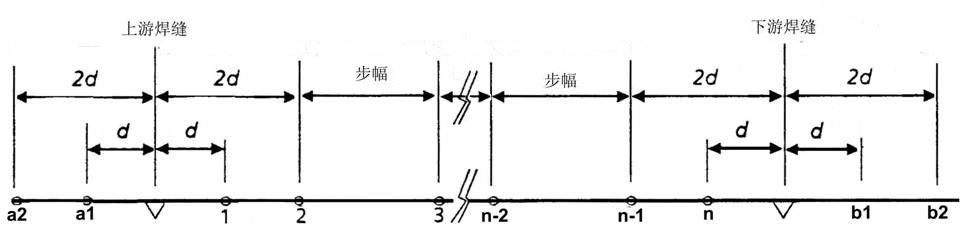
图2-2 同一条纵向测线上的测点位置
外径Φ | d | 2d | 步幅 |
Φ≥900 | 50 | 100 | 150 |
360≤Φ<900 | 50 | 100 | 130 |
300≤Φ<360 | 50 | 100 | 110 |
240≤Φ<300 | 40 | 80 | 90 |
180≤Φ<240 | 30 | 60 | 70 |
120≤Φ<180 | 20 | 40 | 50 |
60≤Φ<120 | 20 | 40 | 20 |
32≤Φ<60 | 10 | 20 | 10 |
表2-1 不同管径的测线间距
每条测线上,从上游向下游按数字递升顺序标示测点,即1、2、3……
测量范围两侧无焊缝的情况:从上游定的管道截面开始,以步幅向下游定点,直到2Φ长度为止,不存在d、2d、a1、a2及b1、b2。
测量范围内有焊缝的情况,按如下方式进行测点:
1)测量范围两侧都有焊缝的:从上下游焊缝中心线开始,以d、2d、步幅向中间定点,直到来自两端所定的测点间距小于步幅为止;上游焊缝外d、2d为a1、a2两点,下游焊缝外d、2d为b1、b2两点;
2)测量范围上游有焊缝下游无焊缝的:从上游焊缝中心线开始,以d、2d、步幅向下游定点,直到2Φ长度为止,上游焊缝外d、2d为a1、a2两点;
3)测量范围下游有焊缝上游无焊缝的:从下游焊缝中心线开始,以d、2d、步幅向上游定点,直到2Φ长度为止,下游焊缝外d、2d为b1、b2两点。
变径头:测点参数以最小直径为基础进行计算;三通:分成两个独立的管件(支管和主管)进行处理,根据上文确定的测量范围和绘制网格。当认为有必要增加测点数量时,可按照相同的布点方式增加测点。
对于节流孔板等特殊部件,测点规则按图2-3A、2-3B、2-3C所示进行布点,测线原则参考直管段的规定进行绘制,测点间距d、步幅则参考表2-1。
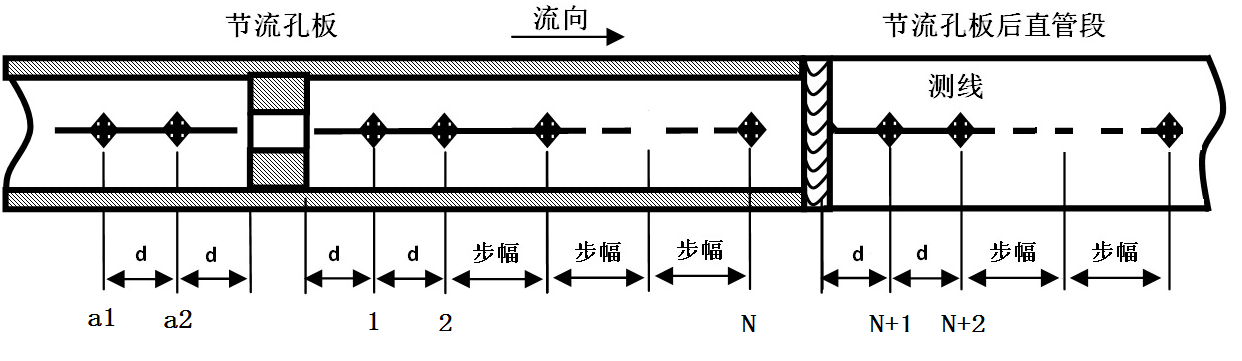
图2-3A
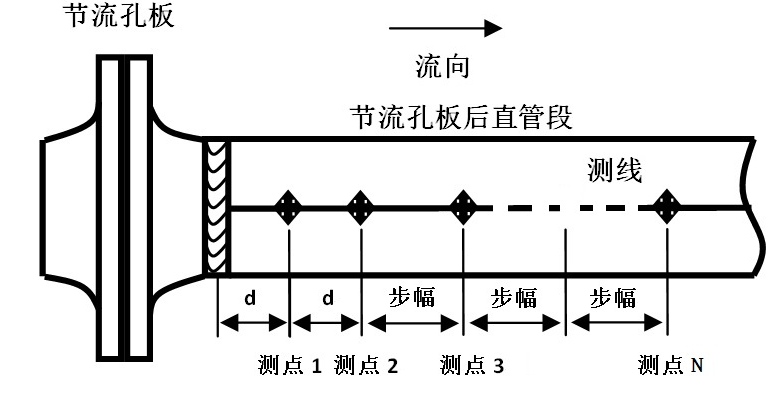
图2-3B
图2-3C
当弯头制造形式为锻制结构时,测线原则参考普通弯头的规定进行绘制,只对弯头外弧侧以及焊缝上下游直管段进行布点测厚,测点规则按图2-4所示进行布点,测点间距d、步幅则参考表2-1。
图2-4
当三通制造形式为锻制结构时, 测线可以参考普通三通的规定进行绘制,测点规则按图2-5所示进行布点,测点间距d、步幅则参考表2-1。
三通主管本体只对B、C、D测线进行布点测厚,测点原则如图2-5A。三通支管根据流向分别按图2-5B、2-5C进行布点测厚。
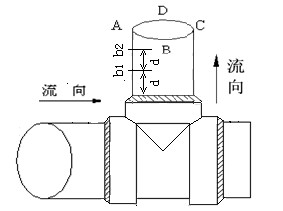
图2-5A | 图2-5B | 图2-5C |
当管件之间连接方式为插套角焊缝连接时,以角焊缝为起点的测点,应以焊缝边缘为起点进行布点,如图2-6所示。
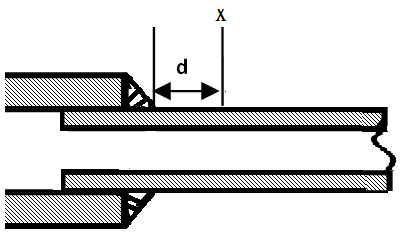
图2-6 插套角焊缝连接管段测线布置
2.3.1 压力容器
2.3.1.1 卧式压力容器
测点应优先考虑布置在压力容器本体上存在腐蚀减薄或冲蚀减薄的区域。根据现场条件,测点一般布置在压力容器的外表面,也可以布置在压力容器的内表面。
图2-7 1(a)、1(b)所示的布点方式,是正常条件下推荐采用的适用于所有介质的卧式压力容器的测点布置方式。如图1(a)、1(b)所示,测点1~12在封头垂直中心线上均匀分布,测点13~24在筒体半侧均匀分布(测点13、24分别位于筒体的正上方、正下方),距离环焊缝的x值或y值按现场实测确定。测量时,应标明相关测点至参照点(如铭牌、焊缝、接管等)之间的距离,以及相邻测点之间的距离。
图2-7 1(c)、1(d)所示的布点方式,是正常条件下推荐采用的适用于气体介质的卧式压力容器的测点布置方式。如图2-7 1(c)、1(d)所示,测点1~6在封头水平中心线上均匀分布,测点7~12在筒体上均匀分布。测量时,应标明相关测点至参照点(如铭牌、焊缝、接管等)之间的距离,以及相邻测点之间的距离。
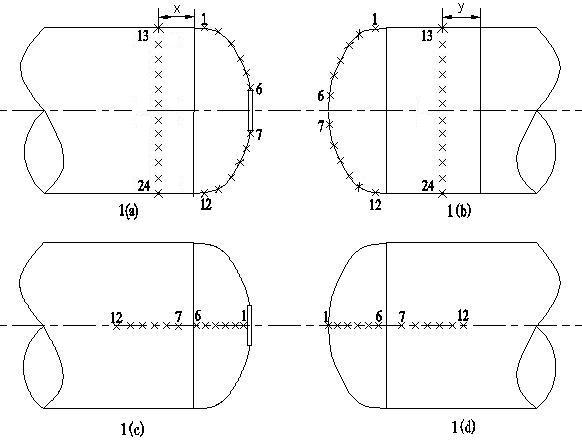
图2-7 卧式压力容器的测点布置图
实际布点过程中,当环焊缝受到阻挡而无法作为参照点时,可以引用其他固定部件作为参照点,测点距离参照点的x值或y值仍按现场实测确定。特殊情况下,由于现场条件、设备结构等原因而无法正常均匀布置测点时,可根据现场的实际情形适当调整测点数量或测点位置。当认为有必要增加测点数量时,可按照相同的布点方式在封头和筒体上增加测点。
2.3.1.2 立式压力容器
测点应优先考虑布置在压力容器本体上存在腐蚀减薄或冲蚀减薄的区域。根据现场条件,测点可以布置在压力容器的外表面,也可以布置在压力容器的内表面。
图2(a)所示的布点方式,是正常条件下推荐采用的适用于所有介质的立式压力容器的测点布置方式。如图2(a)所示,测点1~6和测点19~24,分别在上、下封头上均匀分布,测点7~18在筒体上均匀分布,距离纵焊缝的x值按现场实测确定。测量时,应标明相关测点至参照点(如铭牌、焊缝、接管等)之间的距离,以及相邻测点之间的距离。
图2-8 2(b)所示的布点方式,是受到高度限制致使容器上半部分不可达的情况下推荐采用的适用于所有介质的立式压力容器的测点布置方式。如图2(b)所示,测点1~6在下封头上均匀分布,测点7~12在筒体上均布,距离纵焊缝的y值按现场实测确定。测量时,应标明相关测点至参照点(如铭牌、焊缝、接管等)之间的距离,以及相邻测点之间的距离。
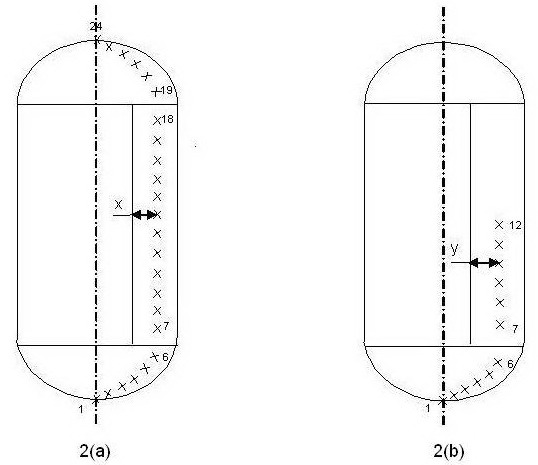
图2-8 立式压力容器的测点布置图
实际布点过程中,当纵焊缝受到阻挡而无法作为参照点时,可以引用其他固定部件作为参照点,测点距离参照点的x值或y值仍按现场实测确定。特殊情况下,由于现场条件、设备结构等原因而无法正常均匀布置测点时,可根据现场的实际情形适当调整测点数量或测点位置。当认为有必要增加测点数量时,可按照相同的布点方式在封头和筒体上增加测点。
2.3.1.3 接管部位
测点按字母以A点开始顺序标示(对位于管件上游的观察者而言为顺时针方向),起始A点定于部件或管道上有明显特征的位置。水平管道(管道轴线与水平面夹角小于45°):起点A点定于管道正上方。垂直管道(管道轴线与水平面夹角大于等于45°):起点A点定于管道正南方。距离参照点X的值按现场实测确定,一般管道测4点即可,测点间距为四分之一周长。
特殊情况下,由于现场条件、设备结构等原因而无法正常相对均匀布置测点时,根据现场的实际情形适当调整测点数量或测点位置。
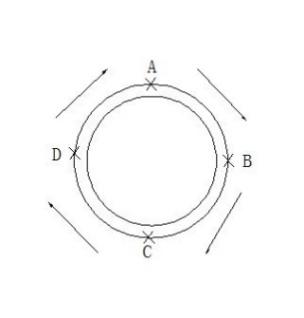
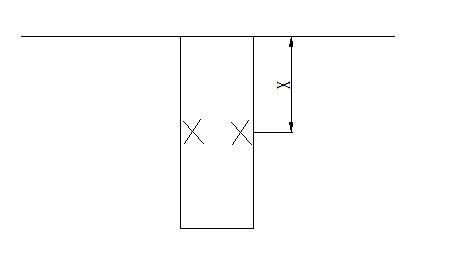
图2-9 接管部位测点布置图
技术发展展望
传统超声波测厚方式由于其利用超声波回波,存在必须拆除保温层、需要耦合剂,因此效率低,条件要求高,测厚数据可重复性差,数据记录工作量巨大,难以满足核电厂停堆换料期间工作量大、工期短的特点。为迎合电厂对工期和质量的要求,电磁超声波、脉冲涡流等新型测厚技术正在逐渐普及。
电磁超声波技术具有无需耦合剂,对温度变化不敏感等特点,但是设备价格较高;脉冲涡流测厚技术无需拆除保温,可以快速测量区域内的平均壁厚,测厚数据可自动记录,但是在提高了测量效率的同时,也具有无法发现点状腐蚀减薄、测量精度差等特点,更适合对大范围进行初探,发现异常数据后再采用其他方式精确测量。可见,目前的各种方式由于各自原理不同均具有各自优势及其局限性,因此只有将多种测厚方式配合利用,才能更好得满足现场多样的测量需求。
参考文献
韩波,史亦韦,梁菁. 基于声时法超声测厚的不确定度来源分析[A]. 国防科技工业自动化测试创新中心、中国航空工业技术装备工程协会、中国飞行试验研究院院士工作站、航空工业测控技术发展中心、中国航空学会测试技术分会、飞行试验测试航空科技重点实验室.第十七届中国航空测控技术年会论文集[C].国防科技工业自动化测试创新中心、中国航空工业技术装备工程协会、中国飞行试验研究院院士工作站、航空工业测控技术发展中心、中国航空学会测试技术分会、飞行试验测试航空科技重点实验室:《测控技术》杂志社,2020:4.
GB/T 33888-2017, 无损检测仪器 超声测厚仪特性与验证[S].
马景铎,马天燕.如何正确使用超声波测厚仪[J].工业计量,2010,20(S1):206-207.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



