上海烟草机械有限责任公司 上海 201206
摘要:为了实现两个独立单机的联机联控,本文介绍了几种不同的通讯策略,通过对比,最终选择了传感器信号采集通讯方式,该方案成本低,应用实施方便,可靠性良好,能够完成必要的通讯效果。
关键字:独立单机,联机联控,状态通讯
0 前言
随着烟草包装行业的发展及烟草用户的需求日益多样化,越来越多的异型规格烟支和异型香烟包装产品被推向市场,相应的个性化包装机器的需求也越来越多样化、个性化。为了满足各种异型烟支和烟包的包装,设计了具有灵活快换部件或具有特殊包装工艺的独立单机。不同的独立单机往往配备有单独的电柜,可以方便烟厂进行灵活的机组部局,搭配出不同的生产线。但是,每个电柜又都有自己的一套控制系统方案,而且控制系统可能会不一样。
在实际生产过程中,配有独立电柜的单机由于有自己的动力系统,生产能力和生产同步性往往无法绝对调试一致,导致联机开车时,生产线的协调性很差,不时会出现待机或非必要的停机,大大影响了机组产能和烟厂效益。为了解决上述问题,使整个香烟包装线能够顺利协调地工作,需要一种单机与单机之间的信息通讯策略,实现各个单机之间必要的信息交互。本文以独立YB55G型盒外透明纸包装机和独立YB613型条盒装填机为例,阐述单机之间的信息交互方案研究过程。
独立YB55G型盒外透明纸包装机和独立YB613型条盒装填机联机时,前者为上游机,后者为下游机。上游机与下游机之间既有联系又能够独立运行,既有相互影响的停机信号,又有各自的待机信号。经过分析总结,两个单机之间的必要通讯状态信息主要分以下四个:
上游机出口堵塞信号。该信息产生原因是烟包从上游机出口输出时发生变形或出现非正常堆叠,堵塞于出口处而无法向下游机供料。出现这种状况时,两个单机均没有出现故障,但上游机需停机并出红色信息提醒操作人员堵塞情况发生。
下游机入口皮带的启动和停止信号。该皮带与上游机出口相连,作用是为下游机输送烟包。如果上游机有烟包输出,但皮带没有启动,烟包就会堵在上游机出口处。如果上下游机都停机时,皮带不停又会一直对烟包进行摩擦,影响烟包外观质量。
下游机入口通道烟包满信号。这种情况发生在下游机出现故障停机,而上游机正常输出烟包,同时上述入口皮带继续送料,需要一个通道烟包满的信号提醒上游机待机,以免发生堵塞而损坏烟包。
下游机主电机启动信号/待机信号。当下游机能够正常开车时,需要满足在入口处有一定存量的烟包才能启动,否则下游机易出现频繁待机的情况。
上述四个信号相互之间还有因果联系。一般情况下,因为发生了上游机出口堵塞,下游机才会可能进入待机状态;下游机主电机启动后皮带也会启动;如果入口通道烟包满信号给出了,皮带不会相应启动信号。
分析了两个单机之间实现联机联控所需的通讯信息后,笔者准备了三种备选方案具体实施单机间的通讯。
第一,PLC控制器间的总线通讯方式。两个PLC之间能否满足通讯条件是关键,同品牌PLC 之间可以通过程序逻辑或本身固有的总线协议进行通讯。不同品牌的PLC之间,如果想要通讯,要么使用两者均兼容的通讯协议,要么需要增加通讯协议转换接口模块,将其中一个协议转换成另一个支持的协议。本文中提到了两个单机,YB55G采用的时MICRO II系统,YB613采用的是贝加莱系统,属于不同品牌的PLC控制策略,就目前应用价值来看,无论是从增加协议转换模块,还是有模块后程序方面所需攻克的工作量上来看,性价比都比较低。
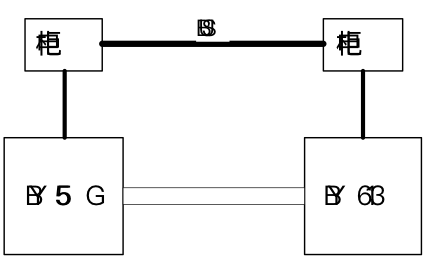
图1 总线通讯
第二,中间电缆硬接线通讯方式。两单机电柜中各增加中间继电器,各自的PLC输出一些必要的信号给到中间继电器,再由中间继电器传递通讯信息。该方案对电柜接线改变较多,实施比较繁琐,需要改动的逻辑程序较多。
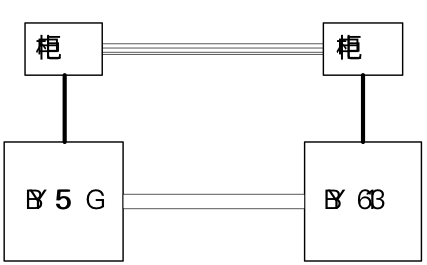
图2 电缆硬接线通讯
第三,传感器检测采集信号通讯方式。在上游机出口和下游机皮带及入口处安装传感器,并对传感器的功能和信号去向进行划分,如图3所示,S1为皮带启动传感器,位置紧贴在YB55G出口处,一旦有烟包从YB55G出口出来,传感器就感应,信号到YB613的PLC;S2为YB55G出口堵塞检测传感器,位置相较于S1离YB55G出口较远些,信号到YB55G的PLC;S3为皮带烟包满检测传感器,信号到YB55G的PLC;S4为下游机启动传感器,感应到烟包YB613主电机方能转动,信号到YB613的PLC。
配备独立电柜的独立单机的应用亮点之一就是单机具有很广的布局空间,用户可以根据厂房条件几乎可以做到随意布局。如果单机间采用前两种通讯方案,通讯用户总线电缆或硬接线电缆需要配置新的电缆桥架,但桥架布局和铺设往往会受到现场场地的限制而多有不便,另外如果两个单机的距离较远,桥架的成本也会随之上去。
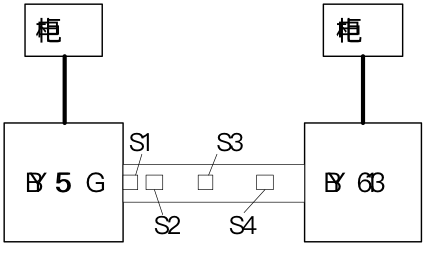
图3 传感器采集信号通讯
综上,决定选择方案三,传感器信号走对应的分线盒再到电柜,走线问题可以得到解决,不同功能的传感器有不同的PLC逻辑程序,程序维护方便。
将方案三应用到实际生产中,传感器安装完成和程序编写完成后,对该方案进行联机调试。传感器S1感应烟包或YB613启动,皮带电机均能启动顺利送料,不会影响YB55G的烟包输出;传感器S2感应到烟包堵塞后,YB55G会停机并出红色信息,并且不会影响下游机YB613的运行,直到皮带上的烟包存量低到S4感应不到时,YB613进入待机状态,堵塞故障清除后,YB55G启动,皮带上的烟包存量达到S4感应时,YB613主电机自动运转;YB613停机后,传感器S3感应烟包一段时间,YB55G进入待机状态,此时让S1感应,皮带电机也不会启动,YB613正常开车使皮带烟包存量低于S3感应不到时,YB55G主电机自动运转。
通过分析两个独立单机之间所需的通讯信息,采用传感器检测采集信号通讯方式,在实际生产中使用后,确认该方案可靠性高,通讯效果良好。另外,方案实施简单,可推广性较强。
参考文献
刘泽祥. 现场总线技术[M]. 机械工业出版社,2005.
尚敏,许传生,郑九林.不同PLC系统间通讯的实施方案[J].品牌与标准化,2010,{4}(18):49.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



