中车贵阳车辆有限公司 贵州省贵阳市 550017 摘要:通过对踏面加工刀片的优化选择,制定有效的控制措施,在保证轮对踏面加工质量的前提下,有效地控制了踏面加工使用刀片的成本。
关键词:轮对、检修、踏面加工、刀片
轮对踏面加工是轮对检修的重要工序,由于踏面外形结构较为复杂,对加工使用的刀片有非常大考验。在加工过程中,踏面的磨耗深浅、进给量的大小等因素都会影响刀片的使用率。为了解决刀片成本控制问题,本文对踏面加工刀片进行优化并应用。
现状分析
目前踏面加工使用的是型号为TT8115涂层硬质合金刀片。加工用车床倍率调节的主轴转速分别为15r/min、20r/min、30r/min。刀片参数如表1所示。
表1 原刀片参数
名称 数值
切削速度(m/min) Vc=170~220
切削深度(mm) ap=1.5~9
进给量(mm/r) feed=0.45~1.5
根据表1及现场使用情况可以看出,考虑到车床的生产效率、轮对加工质量、加工表面粗糙度、刀片的排屑槽样式等方面,选择型号为TT8115合金刀片还是比较合理的。
在使用过程中,此刀片排屑情况良好,铁屑不容易刮伤加工表面。韧性较好,不容易断裂且不会崩碎,加工的轮对质量较为稳定。但刀片强度较低,损耗较大。仅2019年,平均每片刀片加工的轮对数为4条(1辆=4条轮对),长期使用不利于生产成本控制。因此,在保证质量的前提下,控制生产成本首先要控制刀片损耗。
优化方案
2.1刀片优化
2.1.1刀片选择
刀片的损耗,即刀片的耐用度,与刀片的切削速度密切相关。目前现场使用的原刀片切削速度为Vc=170~220m/min。加工时平均1片刀片加4条车轮,耐用度略低,可以考虑选择切削速度相对较低的刀片。
在轮对踏面加工过程中,除刀片本身,待加工轮对的状态也会影响刀片使用寿命。车轮踏面裂纹较大或踏面擦伤严重,刀片容易崩碎。踏面磨耗较大,需要连续加工多次才能消除缺陷,使刀片损耗在一条轮对上,缩短刀片的使用寿命,即加工工件数。但待加工轮对的状态属于不可控力,在刀片的选择上可以忽略。
因此,当忽略待加工轮对自身的原因外,大轮车床选择的现有刀片的切削速度略高是轮对加工件数不高的主要原因。要想解决这一问题,首要任务就是选择一款型号相同、加工参数相对合适、排屑槽样式相同的刀片。
经过网络查询及刀片厂家给出的参考刀片,最终确定选择型号为TP0501刀片进行试加工。两种刀片在外形、排屑槽基本相同,其加工参数如表2所示。
表2 新刀片参数
名称 数值
切削速度(m/min) Vc=85~90
切削深度(mm) ap=7
进给量(mm/r) feed=1.6
从表2可以看出,在刀片型号相同的情况下,型号为TP0501刀片的切削速度明显降低,进给量有所提高。
2.1.2刀片试验
2.1.2.1两种刀片对比试验
按现场现有设备,将所有人员分为6组,每一组进行2次试验。第1次使用原刀片,用刀片①表示,第2次使用新刀片,用刀片②表示,进行轮对踏面加工对比试验,如表3所示。
表3 2种刀片对比试验
组别 | 刀片 | 刀片使用数 | 加工轮对总数 | 平均(条/片) | 平均(辆/片) |
1 | 刀片② | 3 | 42 | 14 | 3.50 |
刀片① | 6 | 47 | 7.83 | 1.96 | |
2 | 刀片② | 4 | 26 | 6.5 | 1.63 |
刀片① | 5 | 35 | 7 | 1.75 | |
3 | 刀片② | 4 | 41 | 10.25 | 2.56 |
刀片① | 6 | 48 | 8 | 2.00 | |
4 | 刀片② | 2 | 31 | 15.5 | 3.88 |
刀片① | 6 | 52 | 8.67 | 2.17 | |
5 | 刀片② | 6 | 48 | 8 | 2.00 |
刀片① | 5 | 41 | 8.2 | 2.05 | |
6 | 刀片② | 4 | 39 | 9.75 | 2.44 |
刀片① | 6 | 51 | 8.5 | 2.13 | |
总数 | 刀片② | 23 | 227 | 9.87 | 2.47 |
刀片① | 34 | 274 | 8.06 | 2.01 |
在试验过程中,两种刀片在轮对加工时,断削及排屑情况、加工表面光洁度均良好,加工部位均无毛刺。
经过加工实验及统计,原刀片平均每片加工轮对2.01辆份,新刀片平均每片加工轮对2.47辆份,每片新刀片比每片原刀片加工的轮对条数多22.89%。
全程跟踪试验时的加工情况,在加工速率、换刃情况、废刀片状态等方面进行分析统计,结果如表4所示。
表4换刃情况及废刀片状态
项目 原刀片 新刀片
加工速率 中速 中、高速
换刃情况(工件数/刃口) 2 3
废刀片状态 断裂2片 断裂3片
刀片加工情况如下:
新刀片:硬度较高,损耗较低,更换刀片的频次较低,使用时整体上加工工件数较多;但韧性较低,遇到踏面擦伤严重的轮对时易崩碎。在试加工时断裂3片。
原刀片:硬度较低,损耗较高,更换刀片的频次较高,加工工件数较新刀片少;韧性略高于新刀片,遇到踏面擦伤严重的轮对时易崩断。在试加工时刀片断裂2片。
2.1.2.2新刀片试加工试验
本试验根据现场生产组织,依然分为6组,将500片新刀片投入现场生产,安排操作者按要求领用。试加工前,须回收现场剩余的所有刀片。试加工情况结果如表5所示。
表5 新刀片试加工情况统计
组别 | 领用刀片数 | 加工轮对数(条) | 平均(条/片) | 平均(辆/片) |
1 | 49 | 491 | 10.02 | 2.51 |
2 | 77 | 587 | 7.62 | 1.91 |
3 | 73 | 545 | 7.47 | 1.87 |
4 | 81 | 586 | 7.23 | 1.81 |
5 | 63 | 580 | 9.21 | 2.30 |
6 | 67 | 507 | 7.57 | 1.89 |
总计 | 410 | 3296 | 8.04 | 2.01 |
从以上统计可以看出,新刀片试加工期间,平均每片刀片加工8条轮对。在试加工过程中,新刀片加工的轮对踏面质量保持稳定,未出现质量波动,且断屑情况良好。刀片的损耗降低,使操作者在换面及更换的频次较原刀片有所降低,提高了生产效率,节约了刀片成本。
经过对两种厂家的刀片进行对比试加工及新刀片试加工实验可以看出,新刀片优于原刀片。所以,最终选择新刀片作为轮对踏面加工使用的刀片。
2.2巩固措施
确定使用新刀片进行踏面加工后,还需制定有效的管理措施,从管理方面来节约刀片,利于控制成本。具体措施如下:
2.2.1刀片采取以废换新的方式进行发放,并按月对发放的新刀片进行统计,实现动态管理。
2.2.2按对应使用者分盒回收旧刀片,并制定查验考核机制,督促使用人员能够充分使用每一片刀片,同时也有利于了解轮对加工人员的刀片使用情况,并进行监督。
2.2.3根据每月统计的刀片领用数量及当月产量,设立刀片节约奖惩制度,激励轮对加工人员在保证加工质量稳定的前提下,实现对刀片成本的控制。
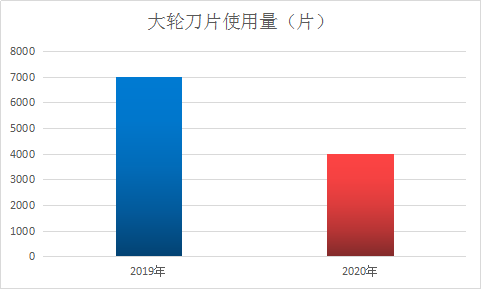
踏面加工刀片优化及应用项目实施效果明显,实现了每片刀片加工轮对数量的显著提升,降低了刀片的使用成本。2020年全年使用4000片,比2019年全年使用7000片降低了42.86%,节约成本50余万元。
表6 2019-2020年大轮班刀片使用情况
3、结束语:
经过对两种厂家的刀片进行对比试加工及新刀片试加工实验,确定选择新刀片进行轮对踏面加工后,对刀片应用的情况进行了现场跟踪,加工的轮对踏面质量良好无毛刺,断屑情况良好。由于刀片韧性低,耐用度较好,同时使踏面加工生产效率得到提高。
对轮对踏面加工用刀片进行优化应用以来,在保证加工质量稳定的前提下,实现了对踏面加工用刀片实施动态管理。在保证踏面加工质量稳定的前提下,提高了踏面加工生产效率的同时也降低了生产成本。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



