中铁十七局集团第三工程有限公司 河北石家庄 050081
摘 要 本文以郑万铁路8标白沙河大桥为背景,采用(40+72+40)m转体连续梁跨越宁西电气化铁路双线,双幅桥梁在既有宁西铁路双线间进行转体合拢,受铁路上部净空限制,存在极大的安全隐患。通过采取在梁端预埋钢壳的技术,降低了转体合拢段施工风险,提高了施工效率,为类似工程提供借鉴和参考。
要 本文以郑万铁路8标白沙河大桥为背景,采用(40+72+40)m转体连续梁跨越宁西电气化铁路双线,双幅桥梁在既有宁西铁路双线间进行转体合拢,受铁路上部净空限制,存在极大的安全隐患。通过采取在梁端预埋钢壳的技术,降低了转体合拢段施工风险,提高了施工效率,为类似工程提供借鉴和参考。
关键词 转体桥梁 钢壳 合拢 技术应用
1 引言
中铁十七局承担郑万铁路河南段8标施工任务,管段内白沙河大桥381#至382#墩间跨越正在运营的宁西双线电气化铁路,采用(40+72+40)m转体连续梁,跨越段长度为72m。因铁路纵断面标高降低,受净空限制,现场不具备挂篮施工条件,因此中跨合拢段采用钢壳合拢的施工技术方案。
2 钢壳方案总体设计
中跨钢壳主要由三大部分组成,连续梁9#段浇筑前在梁端各预埋一块,转体到位后再安装合拢处的一块,实现模板全封闭。技术难点在于将9#段挂篮悬臂浇筑与10#段中跨合拢钢壳技术相结合,同步转体至设计位置,精调后梁体轴线偏差不超过12mm,高程偏差不超过15mm,顶部高程±20mm。
钢壳在转体梁内预埋1m,端部外露30 ~110cm,底板处呈楔口,可保证两个“T”梁结构同时转体而不发生冲突。合拢段长度为2m,分块钢壳宽度1.2m,与梁体预埋钢壳之间搭接30cm,二者之间采用螺栓拧紧固定,微小缝隙使用玻璃胶密封,螺栓间距30cm,并在模板转折处进行加密。纵向预应力钢束正常通过,在横隔板相应位置预留钢束和梁体主筋穿过孔,梁体钢筋与钢壳加劲肋局部冲突时,对钢筋进行适当调整。
|
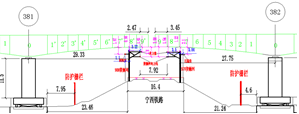
图1 转体到位后梁体与营业线立面位置关系 |
|
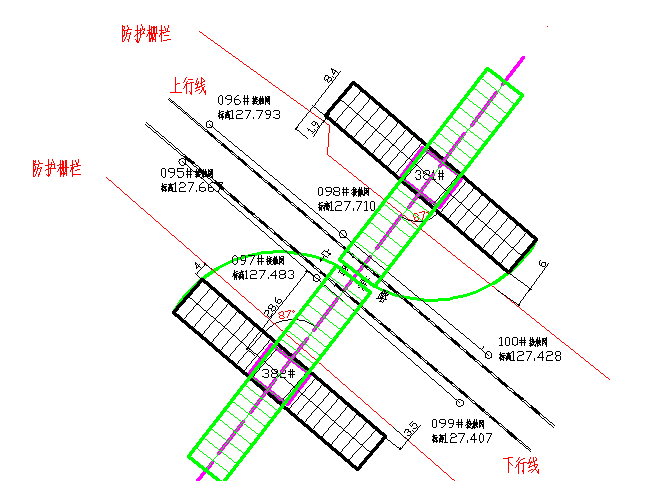
图2 转体前后梁体与营业线平面位置关系 |
3 钢壳制作及安装技术
钢壳制作前,利用计算机软件进行建模,通过模拟,检验合拢段钢筋在钢壳横隔板位置的穿孔,加劲板部位横向钢筋的位置是否有影响,钢绞线预留孔道与加劲板是否冲突等,同时,对局部位置进行优化,尽可能地提高合拢段钢壳安装施工效率和施工过程中的安全。
|
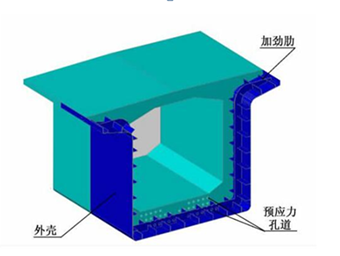
图3 钢壳模型示意 |
|
图4 钢壳模板横断面图 |
3.1钢壳制作
钢壳加工工序为:原材料采购,下料→钢板折弯→预成型→拼焊→加强肋板的组焊→整体组装。
(1)根据计算机建立的模型,使用等离子切割机进行分块钢壳下料,并按照图纸要求在相应位置进行弯折。侧面腹板弯折角度适当加大,后续在用千斤顶逐步校正,确保弯折尺寸符合要求。
(2)焊接位置确定后,先将钢壳外模与横隔板焊接完成。横隔板按设计尺寸切割完成,并提前按要求预留主筋和波纹管孔。横隔板分块制作,接缝处与螺栓连接之间相互错开。
(3)对预成型好的钢壳进行拼焊,拼焊时进行定位(如图14所示),焊缝坡口焊接,焊接方式为手工电弧焊,焊缝质量等级要求为Ⅱ级,钢壳焊接要求全熔透角焊缝Ⅰ级,同时须满足《铁路桥梁钢结构设计规范》(TB10091-2017)里的规定。焊接完毕打磨掉焊缝余高。
(4)加强部位的肋板焊接前,可利用槽钢进行辅助,以减小钢壳的变形。先对加劲板进行临时焊接固定,复核无误后再一次焊接到位。预埋段及合拢段钢壳的螺栓位置须精确定位,同时要与加劲板错开一定距离。平直段螺栓间距按30cm控制,异形段按15cm控制。
(5)钢壳各部位焊接完好后,需要进行整体的拼装试验,对局部位置不当的地方进行纠正调整,保证各接口部位连接平顺。
(6)试拼装无误后,对钢壳内部进行精细打磨,确保表面平整,然后展开涂装作业。
(7)钢壳出厂验收
钢壳制作完整后,组织设计方、监理方等进行实体验收,主要进行外观质量的检查以及局部尺寸的复核,同时也要复核钢壳“出厂合格证”,“质量合格证书”和“焊接材料质量证明书”等相关质量证明文件,确保出厂成品符合要求。
3.2钢壳安装
钢壳安装分预埋段及合拢段两大部分,其中梁体预埋段钢壳在九号段施工前,将钢壳采用人工配合吊车分体(4个分段)逐段进行安装,随9#段浇筑埋于其中,梁段外露长度30~110cm。合拢段钢壳安装时,在远离营业线一侧将叉车吊至梁面0#块上,在钢壳加劲板上设置吊点,钢壳起吊后,叉车缓慢向前至合拢段梁端,缓慢安放到位后,利用钢垫板压紧预埋段螺栓,将螺母拧紧固定。模板之间存在较大缝隙时,可利用千斤顶进行辅助加压,确保无缝隙后,再将螺母固定。对细微缝隙可采用玻璃胶进行整体封堵,采用胶水泥进行封边处理,防止漏浆。
因钢壳安装前梁体转盘已经固定锁死,连续梁各节段已完成张拉压浆,叉车低速运行转移钢壳时的偏载在设计要求范围之类,可以使用。
合拢钢壳宽度1.2m,分四个节段,每段单块重约600kg,钢板前后设置限位并设置保险绳,防止钢板滑落,安装时与预埋段钢壳通过预留M20螺栓进行固定,随后在螺栓上增加双螺母。后续的钢筋绑扎及合拢段浇筑均可在钢壳内部施工。梁体四周需设置防护网和栏杆,确保施工过程中既有线路正常运行。
|
图5 合拢段中跨封闭钢壳与两端钢壳连接安装 |
4 钢壳混凝土施工技术
浇筑前,对合拢段钢筋进行验收,确保钢筋间距不小于100mm;混凝土碎石粒径小于31.5mm,混凝土坍落度宜为180-220mm,保证混凝土具有良好的性能,便于浇筑。采用地泵输送混凝土,选择一天中气温较低的时段进行浇筑。浇筑从中部向两侧延伸,分层浇筑、振捣,浇筑一处,振捣一处,密实一处,保证浇捣质量。浇筑快到顶部时,在梁顶外侧设置挡板,挡板下部进行密封处理,避免浇筑过程中混凝土向两侧流动,影响铁路运行。
5 钢壳接地
钢壳通过内部横隔板加劲肋与梁体下部接地钢筋焊接相连,钢筋直径大于16cm,单面焊搭接长度大于20cm,双面焊搭接长度大于10cm。本次施工采用双面搭接焊,焊接后经梁底接地端子,通过不锈钢连接线与墩顶预埋接地端子相连并传至承台下部,有效消除电位差影响。桥梁转体前须进行接地电阻值测试,测试电阻值符合要求后方可进行转体施工。
6 钢壳施工的优化
合拢段处于既有营业线下,受净空限制,以及天窗要点作业时间限制,传统的挂篮法已不具备施工条件,施工难度极大。结合现场实际施工条件,采用分块钢壳组装技术,极大地减少了作业空间要求,同时钢壳在连续梁合拢段施工中既起到了模板的作用,又作为混凝土的一部分,不需拆除,极大地大减少了工作量,缩短了天窗要点时间,同时提高了在既有铁路线上部施工的安全性。
7 钢壳施工效果验证
钢壳合拢浇筑完成后,主要对钢壳合拢段及两端的挠度进行监测。钢壳合拢前,在合拢梁端部全断面预埋钢筋头,作为后期梁体合拢后的观测点。关测点布置:在梁段端部顶板中心、左右距翼缘板处、左右腹板处埋设短钢筋(Φ12,顶部打磨光滑,观测点比本梁段结构面高1cm左右,监控点离梁段前端10cm。通过后期监测数据表明,钢壳合拢段顶部、底部标高、轴线位置正确,挠度变化在合理范围之内,未出现其它异常情况。
| |
图6 钢壳合拢实景一 | 图7 钢壳合拢实景二 |
8 结语
依托郑万铁路白沙河大桥转体连续梁工程,采用“转体桥梁钢壳合拢技术” 能够实现跨越营业线,低净空要求下的转体桥梁合拢施工,具体包括:
(1)采用钢壳分块组装的方法,有效的解决了跨营业线,低净空的作业空间问题。
(2)钢壳既作为合拢段梁体模板,又作为混凝土的一部分,不需拆除,极大地减少了工作量,缩短了天窗要点时间,同时提高了在既有铁路线上部施工的安全性。
(3)合拢段施工速度快,提高了合拢施工效率,降低安全风险,同时进一步降低施工成本。
参考文献
[1] 张宁. 跨既有铁路连续梁中跨钢壳合龙段冬期施工技术[J]. 石家庄铁道大学学报(自然科学版),2018,31(S2):139-141.
[2] 蒋立坤. 高速铁路桥梁转体配重设计及钢壳合龙关键技术研究[D].兰州交通大学,2020..
[3] 李迎阳,车文庆. 桥梁转体施工自闭合式合龙钢壳系统及施工技术研究[J]. 铁道建筑技术,2020(02):63-67.
[4] 戴小松,谢小飞,张月邈,周胜强,解鑫鹏. 小净空上跨营业线连续梁中跨合龙吊架施工关键技术[J]. 施工技术,2018,47(05):55-57+82.
[5] 刘正飞,王常峰,窦国昆,李颖. 转体施工连续梁中跨钢壳法合龙方案改进及分析[J]. 铁道建筑,2018,58(05):31-33.
[6] 王春堂. 低净空连续梁转体施工钢壳合龙技术[J]. 高速铁路技术,2018(S2):122-126.
[7] 杨星智. 低限界跨既有线转体合龙段施工新技术研究[J]. 石家庄铁道大学学报(自然科学版),2018,31(S2):123-126.
[8] 田小路. 转体连续梁中跨合龙钢壳法施工技术应用研究[J]. 铁道建筑,2019,59(11):29-32.
[9] 陶美祥,钟祺,光明. 墩顶转体桥转体定位及中跨合龙施工技术研究[J]. 施工技术,2016,45(18):115-118+123.
[10] 陶美祥,江国浩,武智飞,崔伟良,佟岩. 连续梁墩顶转体施工精准合龙对中技术研究[J]. 施工技术,2016,45(18):119-123.
5 / 5

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号