华能金陵发电有限公司,江苏省南京市 210034
摘 要:本文简述了,解决华能金陵电厂#2机凝汽器低压侧真空系统严密性差的经过,并介绍了氦质谱查漏技术应用在上海汽轮机厂生产的1030MW机组的真空查漏心得,为今后同类型机组真空治理问题提供了经验。
关键词:真空 严密性 氦气检漏仪 分析 查找 处理 总结
引言
华能金陵电厂#2汽轮机组是上海汽轮机有限公司引进德国西门子技术生产的1030MW超超临界机组,型号为N1030-26.25/600/600(TC4F),额定功率1030MW,最大出力1065.932MW。型式为超超临界、一次中间再热、单轴、四缸四排汽、双背压、凝汽式、八级回热抽汽。凝汽器额定真空为:低压侧4.2KPa,高压侧5.2KPa。高低压凝汽器两端装有四只疏水立管及一只清洁水扩容器,机组所有系统疏水、汽轮机本体疏水及加热器的危急疏水通过疏水立管或清洁水扩容器进入凝汽器。高中压缸各部位U型密封环漏汽通过分支管路汇总后接至凝汽器。
机组共配置三台50%容量的水环式真空泵,正常运行时,能满足汽轮机在各种工况下抽出凝汽器内的空气及不凝结气体,维持凝汽器一定的压力。该系统在机组启动初期将凝汽器汽侧空间以及附属管道和设备中的空气抽出以达到汽轮机启动要求,在机组正常运行中除去凝汽器空气区积聚的非凝结气体。
存在问题
2015年6月7日,金陵电厂#2机在经过C+检修,开机并网后发现,低压侧凝汽器侧真空明显出现异常,低压侧凝汽器压力高于高压侧凝汽器压0.2KPa左右,而正常应低0.8 KPa左右,偏差了1 KPa左右。经过严密性试验发现:低压侧凝汽器数值为500Pa/min,所属系统存在明显漏空现象,高压侧凝汽器数值为100Pa/min,达到优秀标准。需要进行低压侧凝汽器真空系统查漏、处理。
查漏设备原理
本次真空查漏使用的是由安徽皖仪生产的SFJ-271型氦质谱检漏仪,该仪器是对密封容器的泄漏进行快速定位和定量侧量的仪器。其检侧精度能够达到![]() 。用氦气作探索气体制成的气密性检测仪器,具有灵敏度高、操作简单、速度快等优点。此外氦质谱检漏仪选择无毒、无破坏性、质量轻的惰性气体氦气作为探索气体,所以安全可靠。
。用氦气作探索气体制成的气密性检测仪器,具有灵敏度高、操作简单、速度快等优点。此外氦质谱检漏仪选择无毒、无破坏性、质量轻的惰性气体氦气作为探索气体,所以安全可靠。
查漏基本方法
查漏采用吹喷法进行,查漏原理如图1示。真空系统泄漏主要是由于系统内所属动静密封点失效而产生的。由于漏入真空系统的空气会通过真空泵抽出,排到大气中,查漏中如将氦质谱检漏仪的吸枪架在真空泵汽水分离器排气口,将氦气吹喷到真空系统各个可能发生泄漏的区域,若有漏点氦气将被负压吸入到凝汽器中,由真空泵抽出,设在排气口的吸枪会吸人部分带有氦气分子的气体,检漏仪便会显示出检侧到的氦气分子量。漏点越大,被吸人的氦气分子量就越多,从而被检漏仪捕捉到的氦气分子也越多,这样就能锁定漏点的基本位置和泄漏量的大小。
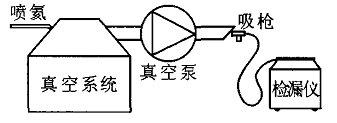
图1 真空查漏原理示意图
漏点部位分析
真空系统严密性差漏空气的原因,主要是系统中分布在水侧和汽侧的焊缝、法兰、活接、盘根、轴封等动静密封点泄漏或阀门内漏、阀位不正确等原因造成空气吸入而产生的。如泄漏点在水侧,特别是凝汽器内水面以下,该漏点对真空值影响会较小,而对凝结水内溶氧量影响较大;如泄漏点处于凝汽器内水面以上,则该漏点对真空值影响较大,而对凝结水内溶氧量影响较小。由于此次检修时,已进行了8.6米以下真空系统灌水查漏未发现问题,且凝结水溶氧量始终保持在合格范围,所以基本可以排除真空系统水侧泄漏的可能,而把重点集中在8.6米以上低压侧真空系统所属动静密封点上。
通过对凝汽器相关系统的检查,整理了查漏清单,空间上遵循由上至下、由区域到具体的原则,进行了多次地毯式查找,处理了以下主要漏点:
表1 漏真空点
序号 | 检查部位 | 泄漏量Pa·m³/s | 处理情况 | 效果 | 要因确定 |
1 | #1中压调门导汽管与中压外缸连接法兰U型密封(如图3示) | 4.7*10-4 | 带压堵漏并引流(如图3示) | 有效 | 主要因素 |
2 | #2中压调门导汽管与中压外缸连接法兰U型密封(如图3示) | 2.3*10-4 | 带压堵漏并引流(如图3示) | 有效 | 主要因素 |
主要原因分析及处理措施
分析
1
---中压调门导汽管与中压外缸连接法兰
2---U型密封环
3---U型密封与凝汽器连接通道
图2 中压调门导汽管与中压外缸连接法兰
U型密封结构示意图
从图2中可以看出,中压外缸连接法兰下方有一通道与U型密封环逆流密封面相通,并通过外接管路引至凝汽器汽侧。此通道的功能:1、增加U型密封环两侧的压差,提高密封效果 2、起到泄漏蒸汽引流的作用。一旦U型环密封失效,一方面会导致中压调门导汽管夹层内的蒸汽,通过密封面节流减压后漏至通道,排至凝汽器;另一方面也会使得通道与大气接通,导致漏真空。
措施
针对上述发现的问题,通过讨论分析后确定,机组在线运行时最为有效妥善的处理办法是联系专业队伍进行带压堵漏。切断中压外缸连接法兰下方的管路和凝汽器之间的联系,来保证真空系统的严密。基本处理措施如下:
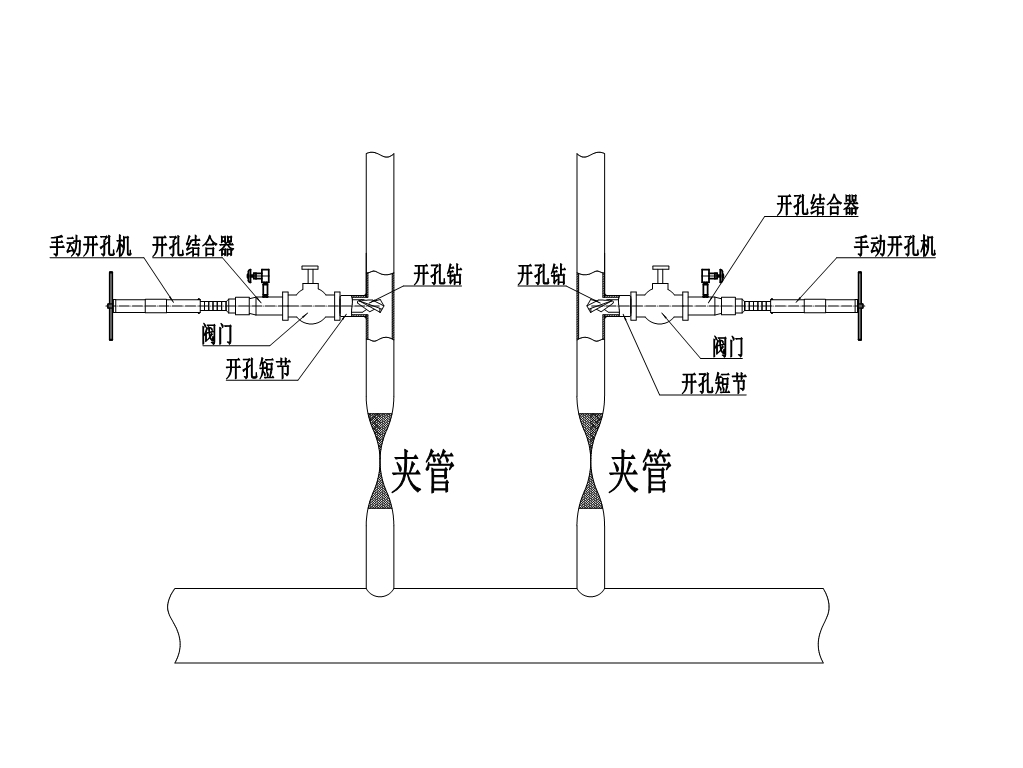
图3 带压堵漏示意图
用液压夹管器分别将两侧中压外缸连接法兰下方的管路夹扁。
焊接注胶阀,用手电钻把管道钻通,安装注胶枪,往管道内注入密封剂。
观察内泄漏情况,如不再泄漏即可进行开孔作业。
在夹管处的上游焊接开孔三通,并连接隔离闸阀
打开隔离闸阀,使用专业开孔机进行开孔作业
关闭阀门,打开开孔机排气控制阀进行泄压
关闭阀门,打开开孔机排气控制阀进行泄压后拆除开孔机。
连接临时管路,打开隔离闸阀引流
通过上述漏点的处理,#2机低压侧凝汽器真空明显上升,再次进行严密性试验,数值由原来的500Pa/min下降至90Pa/min,达到优秀标准。#2机低压侧真空系统严密性差的问题得到了成功解决。
结语
在真空系统严密性查漏工作中,由于影响因素众多,牵扯面较广,最重要的是在了解系统的前提下,判断真空系统可能泄漏的大体部位和范围。在分析、查找过程中,尽量利用排除法进行分系统、分区域、分步骤的查找问题,做到有的放矢。通过设计的小测试、总结的小窍门等,尽量缩小真空检漏的区域,这样可以缩短整个查漏工作的时间,提高工作效率。然后在重点怀疑的部位区域内,进行具体位置的确定,往往会收到比较好的查漏效果。还有由于真空查漏工作历来是电厂比较棘手,耗费人力、精力较大的工作,查漏过程中参与人员要克服焦躁、气馁的心理情绪,进行认真细致的梳理、发现不明问题绝不轻易放过。这次发现的主要漏点,就是在8.6米中压缸汽机岛下方的平台处大范围吹喷氦气时,发现检测量级忽大忽小,时而检测量级在10-7、时而检测量级在10-5,但始终无法具体定位,经过3天的反复思考、查找,利用包裹隔离、发现问题立即解决进行排除、分段分层鉴定等方法终于锁定了漏点、解决了问题。这些过程也为以后真空系统查漏工作提供了宝贵的经验。
参考文献
[1]皖仪科技氦质谱检漏仪使用说明书
[2]上海汽轮机有限公司设备结构图、系统图
[3]华能金陵电厂技术资料
5

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



