大连中远海运川崎船舶工程有限公司 辽宁省大连市 116052
摘要:由于焊接固有的特点, 使得焊接结构焊后存在 较高的焊接残余应力, 它会降低焊接结构的疲劳寿命,从而影响焊接结构的持久可靠使用。殷瓦钢是制造 LNG 船隔热保温层内壁的主要材料。但是殷瓦钢焊接存在工艺窗口窄、焊缝热影响区组织粗大等问题。因此,开展殷瓦钢薄板钨极氩弧焊自动立焊工艺
的研究,不仅具有一定的理论意义,而且具有重要的实用价值。
关键词:焊接;疲劳寿命;残余应力
众所周知,在多数焊接结构疲劳失效的事故中,主要是由焊接接头的残余应力引起的,随着焊接技术的发展和船舶建造水平的提高,高强度钢越来越多的应用于船舶与海洋工程物的关键部位上,广泛采用高强钢有利于提升船舶结构的强度,同时减小船体结构尺寸,提高经济效益水平和国际竞争力。由于殷瓦钢在接近-273°C 的低温下也能保持极小的热膨胀系数,因而成为薄膜型 LNG 船隔热保温层内壁的绝佳材料。相比传统的奥氏体不锈钢,使用殷瓦钢制造 LNG贮槽和舱壁,去除了因考虑低温时输送管道的热收缩而设计的特殊回路结构,简化了结构设计,极大减少制造材料的使用,最大限度地降低了建设费用。与此同时,殷瓦钢的使用也对实际焊接工程施工人员提出了苛刻的要求。LNG 船液舱内壁的殷瓦钢厚度最低处仅有 0.7 mm,施焊时很容易造成薄板焊穿和背面氧化现象,所以对控制焊接参数和焊工操作稳定性方面都有极高的要求。目前,LNG 船殷瓦钢焊接生产均由一线焊工手工完成;然而,培养一名合格的 LNG 船专业焊工的培训费便高达数十万。在工业时代,发展殷瓦钢焊接工业机器人智能化、生产过程标准化是企业亟需,也是大势所趋。
一、殷瓦钢
殷瓦钢又名Invar 钢,国内合金牌号为4J36。殷瓦钢材料是科学家 Guilleaume 在研究大地测量应用方面的过程中发现的一种低膨胀系数的铁镍合金,并因此获得了诺贝尔物理学奖。殷瓦钢与常见的奥氏体不锈钢相似,硬度较低而伸长率和断面收缩率较高,弹性模量非常低,室温下与灰铸铁 HT300 水平相当[2]。
殷瓦钢是铁镍合金,Fe-Ni 两组元在固液态均无限固溶,铁镍合金的热膨胀系数随着 Ni 含量变化而变化,当 Ni 含量在 36%左右时,铁镍合金的热膨胀系数达到最小,其低温膨胀性能达到最好。此外因为 Ni 含量高,殷瓦钢在海水、大气、淡水中都具有较好的耐腐蚀性能,Ni 有使殷瓦钢完全奥氏体化的效果,从而使殷瓦钢的强度、韧性、塑性上升,热导率下降。殷瓦钢因其良好的热膨胀性能得到了广泛重视和应用。除了液化天然气运输船外,殷瓦钢也在波导管、光学测量仪器、精密激光仪器中作为结构支撑器件,来保证测量研究精度。例如:用在高精密显微镜、天文级望远镜中巨大透镜的支撑系统中以及各种带有高精度透镜的精密探测仪器中。在特种工程结构材料方面,还在大型飞机结构组件的模具,远距离输电线等方面有重要应用。特别是先进航空航天器制造中的复合材料构件的模具,在温度下降区间内,复杂的复合材料凝固时必须保证自身的尺寸公差,殷瓦钢能很好满足这种高精度要求。
二、殷瓦钢焊接工艺方法
目前,殷瓦钢材料可选用的焊接工艺方法主要集中在熔化极气体保护焊、激光焊、等离子焊、钨极氩弧焊等。
1、熔化极气体保护焊热输入量高,热影响区与工件变形较大,热裂倾向较大,对填充金属中的 S、P 含量要求较高,尤其是 S 的含量需要保证在 0.002%以下,而焊丝中合金元素的填加会使殷瓦钢原始成分中掺入其他杂质,使殷瓦钢的因瓦效应遭到破坏,不能在工程构件中发挥其原有的优势。
2、激光焊中相对于埋弧焊和熔化极气体保护焊,能量集中,焊缝接头形变小,热影响区窄,无需焊接填充材料,焊接效率高等优点,对于容易产生热裂纹的殷瓦钢的焊接非常适合。但是激光焊存在搭桥性差、对工件的平整度和表面清洁度要求极高等缺点,对施工现场要求非常苛刻,从而导致成本提高。
3、在等离子弧焊中等离子弧射流速度大、能量集中、电弧力强,对敏感金属焊接有较大优势,缺点是噪音大,辐射大,花费高,对操作人员来说施工环境较差。
4、搅拌摩擦焊在殷瓦钢焊接中也有所应用。由于搅拌摩擦焊为固态焊接,在殷瓦钢焊接时保证了接头良好的力学性能,并保持殷瓦钢原有的超低热膨胀系数,有效避免传统电弧焊导致的裂纹缺陷。在特定厚度的殷瓦钢焊接有一定优势,但在本文所用 0.7mm 厚薄板焊接时目前并不适用。
5、钨极氩弧焊由于钨极承载电流能力的限制,其生产效率不能大幅度提升。但其有着热输入小、热量集中、易操作、成本低的优点,可适用于各种位置的焊接,且焊缝美观,机械性能容易得到保证,焊后对材料低温韧性影响较小,操作灵活。十分适用殷瓦钢薄板立焊的工艺要求。
三、试验材料与方法
本实验使用机器人钨极氩弧焊,配合自行设计的立焊夹具在立焊位置进行搭接焊试验。将对试验过程中应用的试验材料、试验设备和测试分析试验方法进行介绍。
1、试验材料。本研究材料为某公司生产提供的殷瓦钢,厚度分别为 0.7mm、1.0mm 和 1.5mm 规格, 殷瓦钢母材组织使用腐蚀剂进行腐蚀,母材组织为均匀细小的等轴晶。基体材料的供货状态为轧制后退火,局部母材组织可观察到轧制方向。
2、试验方法
(1)钨极氩弧焊焊接工艺要求。实验采用钨极氩弧焊进行立向上搭接焊,根据殷瓦钢的特性,选择直流正接。钨极氩弧焊直流正接时,工件为阳极,接受电子轰击放出的逸出功,产生大量的热;钨极为负极,阴极发射电子,钨极不容易烧损,可使用较大的焊接电流,生产效率高。焊接过程均采用气体流量为 15 L/min 的工业纯氩保护,使用专用夹具进行装夹。为了避免焊接缺陷,提高焊接接头的性能,焊前必须对母材进行表面清理,用无水乙醇清洗干净,去除油污、锈迹和机械加工残留下来的冷却液等。焊接过程中,钨极氩弧焊焊枪钨极角度固定,焊枪前倾角度为5°,侧倾角度35°。
(2)焊缝成形特征尺寸测量
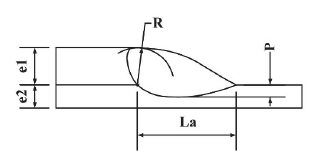
对焊后搭接接头焊缝横截面如图所示特征尺寸 La、P 和 R 进行测量研究。在焊接工艺试验中,在固定焊枪角度和钨极尖端位置以保证焊缝特征尺寸 R 的基础上,主要研究焊接工艺参数对焊缝特征尺寸 La 和 P 的影响。特征尺寸 La 为搭接接头下板熔池最大焊缝宽度;特征尺寸 P 为搭接接头下板熔池最大焊缝深度。
(3)焊缝微观组织结构测试。焊缝微观组织测试使用线切割机切割出长宽为 16 mm×10 mm 的金相分析试样,焊缝位于试样中间。将所得试样用金相镶嵌机镶样,经打磨抛光到无划痕后经腐蚀剂腐蚀,冲洗后获得金相试样,腐蚀时间为50 s。
(4)接头力学性能测试
搭接接头硬度测试。由于搭接接头焊缝横截面形状与通常研究的对接焊缝不同,只对焊缝搭接接头下板的显微硬度变化进行测试与分析。下板显微硬度测试位置测试点距下板上表面距离为 0.3mm,两测试点间距为 0.3mm。搭接接头硬度分析在 HV-1000A 型显微硬度计上进行,载荷为 1000g,加载时间为 15s。
拉伸性能测试。室温拉伸性能试验在 CSS-44100 型电子万能试验机上进行,拉伸速度为 2 mm/min,拉伸试样形状为板材。由于本试验采用搭接形式焊接,目前无具体相应的标准,故仅参考《金属材料拉伸试验》进行拉伸试件尺寸设计。由于搭接接头上下两板厚度不同,在拉伸试验中通过添加垫板的方式,使两板竖直方向平行于加载力方向,防止上下板在拉伸实验过程中产生偏心。
本文介绍了试验与测试方法,包括钨极氩弧焊焊接工艺要求、焊缝成形特征尺寸与微观组织结构测试方法、搭接接头力学性能测试方法等。
参考文献:
[1] 王 鑫,超低膨胀合金及复合材料的研究[J] .钢铁研究,2019 .
[2] 邢绍美,李青禄,胡笛川,瓦合金的特性及应用前景[J] .机械管理开发,2018,6:34~35
[3] 周秋菊,殷钢薄板材料激光焊接试验研究[J] .大连理工大学,2017.
[4] 倪加明,李铸国,吴毅雄,殷瓦薄板高速激光焊接的热裂纹敏感性,中国激光,2018(4).

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



