陕西龙门钢铁有限责任公司 陕西韩城 715400
摘 要:棒材作为小型材的重要组成部分,在我国的钢铁生产中占有重要的地位,尤其在近几年的城市建设以及房地产开发的热潮中,棒材的使用量在钢铁材料中占有很大比例。近年来,我国大多数棒材厂都进行生产线的改造,使生产设备和工艺更能满足生产需求。
本设计的棒材生产车间采用150×150mm连铸方坯,经过选定孔型系统及孔型设计方法,分配各道次延伸系数,计算各道断面面积,轧制速度、轧制温度、轧制力及轧制力矩等,生产出Ф65mm的圆钢。
1.1第一至三道次 箱型孔型计算

图1 箱型孔型构成
 —槽口宽度;
—槽口宽度; —槽底宽度;
—槽底宽度; —侧壁角;S—辊缝;
—侧壁角;S—辊缝; —槽底凸度;
—槽底凸度;
R—外圆角;r—内圆角; —轧槽深度
—轧槽深度
取压下量 h =50mm则h=150-50=100mm
h =50mm则h=150-50=100mm
轧件宽度:
 (1.1)
(1.1)
则宽展量 B=158.45-150=8.45mm
展宽系数:

咬入角: (1.2)
(1.2)
因此可以咬入。
孔型尺寸:
辊缝值S=(0.02~0.05) =(12.8~32)mm,取S=20mm; (1.3)
=(12.8~32)mm,取S=20mm; (1.3)
轧槽槽底宽 =B(1~1.06)=(158.45~167.95)mm,取 =165mm;(1.4)
=B(1~1.06)=(158.45~167.95)mm,取 =165mm;(1.4)
轧槽槽口宽 =b+(5~12)=(163.45~170.45 )mm, 取
=b+(5~12)=(163.45~170.45 )mm, 取  (1.5)
(1.5)
孔型高度H= =100mm
=100mm
轧辊工作直径 =640-100=540mm
=640-100=540mm
侧壁斜度:  (1.6)
(1.6)
内圆角半径R=(0.1~0.2)h=(10~20)mm (1.7)
外圆角半径r =(0.05~0.15)h=(5~15)mm (1.8)
槽底凸度 mm,取
mm,取 mm
mm
表2 各设计箱型孔尺寸
道次 | 孔型高度H/mm | 槽底宽度bk/mm | 槽口宽度Bk/mm | 外圆角半径r/mm | 内圆角半径R/mm | 侧壁斜度tan | 辊缝 s/mm | 槽底凸度hd/mm |
1 | 100 | 165 | 170 | 10 | 20 | 2.5 | 20 | 3 |
2 | 110 | 105 | 120 | 10 | 20 | 2.3 | 20 | 3 |
3 | 90 | 95 | 100 | 10 | 20 | 2.8 | 20 | 3 |
凸度 ,采用凸度的目的是为了使轧件在辊道上行进时稳定;也是为了使轧件进入下—个孔型时状态稳定,避免轧件左右倾倒,同时也给轧件翻钢后在下一个孔型中轧制时多留一些展宽的余量,以防止轧件出“耳子”。
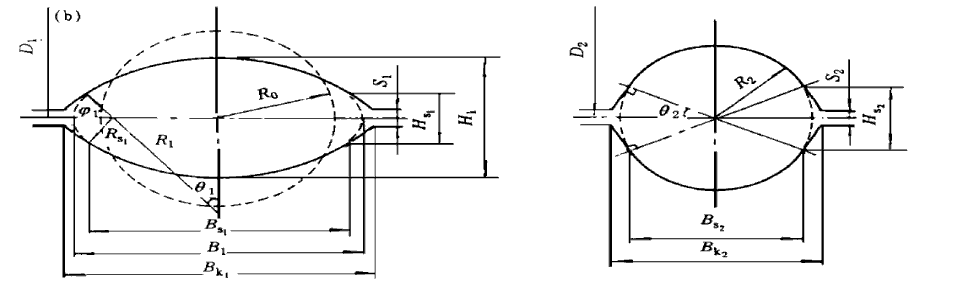
图2 椭圆—圆孔型系统
(1) 圆孔的结构设计,椭圆—圆孔型系统如图2.6所示:取β=0.3;
基圆半径:R = = 33.5mm; (2.1)
= 33.5mm; (2.1)
孔型高度: (2.13)
(2.13)
孔型宽度: =2R + δ= (77~78 )mm, (δ =0~1mm);取 =78mm; (2.2)
扩张角:α= 300;
辊缝:S=(0.1~0.15)h=(8.7~13.05)mm 取S =10mm; (2.3)
外圆角半径:r = 2~5mm,取r =4 mm;
 (2.4)
(2.4)
(在0.9~1范围内)
表3 各圆孔尺寸 单位(mm)
道次 | 孔型高度H | 孔型宽度BK | 基圆半径R | 辊缝s | 外圆角半径r |
4 | 77 | 78 | 43.5 | 10 | 4 |
6 | 65.7 | 65.8 | 32.9 | 9 | 4 |
(2)椭圆孔的结构设计
取 =0.6;
=0.6; =0.3 ;
=0.3 ; =87mm;
=87mm; =106.5mm
=106.5mm
 (2.5)
(2.5)

解得 = 126mm,
= 126mm, = 75.6mm;
= 75.6mm;
孔型高度: =轧件高度 =75.6mm;
充满度 :取δ=96%;
孔型宽度: (2.6)
(2.6)
辊缝:S=(0.18~0.3)h=(13.608~15.12)mm 取S =14mm; (2.7)
孔型内圆弧半径:
(2.8)
槽口圆角半径:r =(0.1~0.2)h =(7.56~15.12)mm,取r =10mm;
表4 椭圆孔型尺寸 单位(mm)
道次 | 孔型高度H | 槽口宽度 | 圆弧半径R | 槽口圆弧半径r | 辊缝S |
5 | 75.6 | 130.2 | 84.2 | 10 | 14 |
表5 各道次的轧辊工作直径、压下量
道次 | 1 | 2 | 3 | 4 | 5 | 6 |
轧辊名义直径(mm) | 640 | 640 | 520 | 520 | 520 | 520 |
轧辊工作直径(mm) | 540 | 550 | 460 | 410 | 460 | 465 |
压下量 | 50 | 40 | 35 | 20 | 17 | 14 |

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



 /%
/%

