中车唐山机车车辆有限公司 河北唐山 063035
摘要:中低速磁悬浮项目车顶组成部件,主要由圆顶、平顶、边顶、车顶板等部件组成,每个车有两个平顶和一个圆顶,其中平顶负责安装空调机组,外漏机组线由车顶板过线孔传导进车体内部。其中车顶板上设计有两个铝套管,用以安装机组线过线、护线装置,依照车顶板设计结构,铝套管与车顶板之间焊接Z3角焊缝,铝套管外漏出15mm,采用外圈满焊、内圈段焊的形式。由于平顶和圆顶的制约,导致铝套管内、外焊缝焊接位置受限,没有合适的焊枪角度,焊缝成形和熔合较差[1],熔合不好的焊缝无法满足车顶防水性能,运行过程中容易出现车体内部落水的问题。根据生产实际情况,调整各个部件的焊接顺序和焊接方法,提高铝套管焊接质量,使之满足列车防水性能要求。
关键词:磁悬浮项目;铝套管;防水;焊接位置受限
1 铝套管设计结构
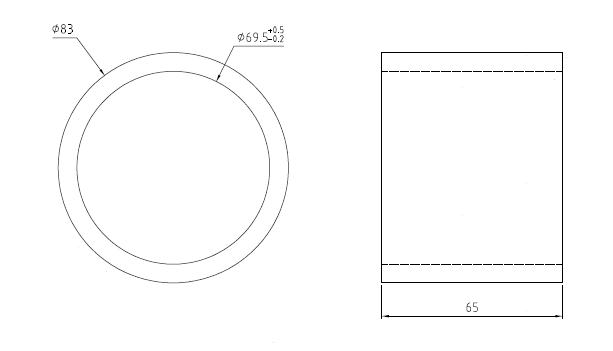
铝套管外形尺寸为:外径Φ83mm、内径Φ69.5mm、长度65mm,与车顶板之间采用外圈满焊Z3角焊缝、内圈段焊Z3角焊缝的焊接形式,具体尺寸如图1.1所示:
2 焊接方法
依据上述设计图纸得知,铝套管下沿与平顶上面间距只有42mm,无论是MIG和TIG都没有合适的焊接角度及空间,很难焊接出合格的焊缝。
2.1按照工艺流程,装配圆顶、平顶、边顶、车顶板,其中车顶板只焊接接地端子,未焊接铝套管,车顶组装出胎调修后进入附件焊接工序。
2.2去除焊缝区域的氧化膜,装配铝套管,确保外漏15mm尺寸,点固,首先将铝套管内侧段焊焊接完成,然后焊接外侧焊缝。
2.3焊接完成后修磨焊接接头,由于空间限制,修磨时操作难度较大。
2.4外观交检完毕后,对铝套管外侧满焊焊缝进行PT检测,检测时发现铝套管下沿焊缝未熔合,达不到焊接防水的要求。
2.5按照常规的焊接方法焊接铝套管,由于空间制约导致焊缝未熔合,并且不容易返修,多次补焊后依然熔合不上,车顶板内侧出现焊洇缺陷,严重影响产品质量。根据评审意见,前两辆车铝套管焊缝未熔合缺陷问题无法翻修,PT检测后去处缺陷,然后打胶密封。
3 铝套管焊接优化
依据前文所述,在车顶附件工序焊接车顶板铝套管时,铝套管下部焊缝不易熔合,分析原因,主要是由于平顶阻挡焊枪角度所致。针对此问题,决定调整铝套管焊接顺序,在车顶组装工序平顶未组装前完成铝套管焊接作业(即圆顶入胎调整完毕,吊运边顶装配,调整弦长尺寸点固,装配两端车顶板点固,然后装配焊接铝套管,最后装配平顶),具体焊接方法如下:
3.1去除氧化膜,使用千叶片打磨车顶板内、外两侧以及铝套管焊缝区域氧化膜,其中铝套管材质原因导致其氧化膜较厚,需要在去除氧化模时相比于其它部件去除的多。
3.2焊接遮挡焊缝,根据设计图纸要求,铝套管在车顶板内侧伸出46mm,并且正好遮挡住圆顶与车顶板、边顶之间的2.3HV、Z4焊缝,因此,在装配铝套管前,首先焊接被遮挡住的焊缝,然后对焊完的遮挡焊缝进行交检,去除缺陷,防止装配完铝套管后无法对2.3HV、Z4焊缝进行返修。
3.3装配铝套管,根据设计图纸要求,铝套管伸出车顶板外侧15mm,点固固定。
3.4铝套管焊接,首先焊接车顶板内侧与铝套管之间的段焊焊缝,然后焊接外侧焊缝。车顶采用先反装后正装的装配顺序,因此前文中描述的铝套管下沿未熔合位置正好处在现在铝套管的上沿,空间比较开阔,满足焊枪摆动角度要求,车顶反装胎位时的铝套管下方被车顶组焊工装阻挡,无法焊接,因此确定铝套管外侧满焊焊缝焊接方法为(所有方向均为车顶反装时所指示):首先焊接铝套管上部分的半圆弧焊缝,等待车顶翻转至正装,焊接剩余的半圆弧焊缝[2]。
3.5修磨接头、外侧焊缝PT检测,使用铣刀头修磨铝套管内、外侧焊接接头,对于外侧的上半部分圆弧焊缝,为了防止平顶装配焊接完毕后阻挡对上半圆弧焊缝的PT检测和返修工作,将PT检测工序进行优化调整,在未装配平顶之前,交检外侧半圆弧焊缝,进行PT检测,修复所有缺陷,确保此段焊缝没有焊接缺陷,减少了安装平顶之后无法返修焊接缺陷的操作。在涂抹渗透剂时需注意,使用纸胶带粘贴住剩余部分焊缝区域,防止渗透剂流入未焊接区域影响焊接质量。
3.6翻转、焊接剩余焊缝,使用翻转器翻转车顶入正装胎,完成Z4搭接大线自动焊缝之后,手工焊接铝套管剩余部分焊缝,焊完后修磨接头、PT检测。
4 结论
中低速磁悬浮项目车顶铝套管焊接工序在其他所有项目中均未涉及到,在前期生产时根据理论、经验等方法进行焊接操作,焊接过程中以及交检时出现操作空间狭小、操作难度大、焊缝未熔合、无法返修等问题。针对上述问题,从后续车顶生产中优化铝套管焊接方法,增大操作空间、减小操作难度的同时焊缝质量得到保证,PT检测合格率较高。
参考文献
[1] 刘召平. 焊接工艺参数对热输入与焊接质量的影响[J]. 河南建材,2015,01:8-10.
[2] 侯志刚,王元勋,李春植等.焊接变形预测与控制的研究进展[M].机械工程材料,2014,3:4~6.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



