默泰克(天津)石油装备有限公司 天津市武清区 301700
摘要:如今,科学技术迅速发展,为了确保机械焊接构件的精度和质量,焊接时必须采取一些措施来控制变形。由于焊接变形受多方面因素综合影响,因而需要对焊接结构变形控制措施进行全面、深入的研究,这不仅有助于提高机械焊接结构的质量要求,也为我国机械焊接技术水平发展提高宝贵经验。文章就机械焊接结构变形的起因、控制展开了研究。
关键词:焊接结构;焊接变形;控制措施
引言
焊接技术作为制造业的主要工艺方法,在工业生产中占据着重要地位,其发展的水平是衡量一个国家工业发达程度的重要标志。随着科技发展,焊接技术正朝着精细化、高效化的方向快速发展。不过,目前制约焊接技术发展的主要因素是焊接残余应力和焊接变形。因此,对钢结构残余应力和变形的控制的研究是焊接制造中的一项重要任务。
焊接残余应力和变形产生的原因
焊接过程是一种热力学、机械力学和相变转化的复杂过程。在焊接接头中,膨胀和收缩作用在焊缝和热影响区母材金属中,当焊缝金属凝固并与母材熔合时,高温下的焊缝和热影响区母材处于最大膨胀状态,挤压两侧母材变厚,使得焊缝两侧母材产生塑形应变。在冷却时,膨胀的母材试图收缩,却因焊缝两侧低温母材限制产生拉应力,直至达到焊缝金属的屈服强度,产生塑形应变,形成内应力力,导致变形。因而,焊缝周围的温度场使焊缝产生内应力(主要为热应力、相变应力、塑变应力)是焊接发生变形的主要原因。
焊接变形的影响因素
焊接应力与变形是由多种因素交互作用形成的最终结果。焊接时的局部不均匀热输入是产生焊接应力和变形的主要因素。焊缝金属在内拘束度和外拘束度的共同作用下,最终形成焊接应力和变形。其中影响焊缝金属运动的内拘束度主要取决于材料的热物理参数和力学性能,而外拘束度主要取决于制造因素和结构因素,具体见表2.1
表2.1:焊接变形的影响因素
类别 | 影响因素 | 产生的结果 |
材料因素 | 材料特性,热物理常数,力学性能 | 影响不同温度下焊缝微观组织、材料的热性能和力学性能 |
制造因素 | 焊接方法,电流、电压,焊接速度,坡口形式,工艺措施 | |
结构因素 | 构件的尺寸和形状,工件的约束程度,工件的刚性 | 影响热源周围金属运动,产生残余应力,变形,焊接裂纹 |
焊接变形的控制措施
目前,常见控制焊接变形的方法有:刚性固定法、预留收缩量法、反变形法、焊后火焰矫正法等。这些方法都是经过实践验证过的,在此不做阐述。这里主要简述不同阶段控制变形采取的措施,见表3.1。
表3.1 控制焊接变形的方法及作用
阶段 | 采取的措施 | 作用 |
设计阶段 | 合理选择几何形状和厚度 合理选择焊接接头类型 焊接工艺的合理选择 | 控制焊缝截面和熔透性; 控制焊缝温度场的分布和焊接热输入、热效率。 |
反变形 预留变形量 刚性夹具装配 柔性工装 | 预测变形趋势、采取相应措施,控制焊接变形满足要求。 | |
焊接过程中的制造阶段 | 选择低热输入的焊接工艺 强制冷却 焊缝顺序的选择 LSND焊接技术 振动焊接技术 | 控制焊接热输入; 改善焊缝周围温度场的分布; 减少焊接应力、控制变形。 |
焊后的制造阶段 | 使用机械冲击(锤击、焊接轧制、电磁冲击)去除或校正; 热处理(刚性夹具整体加热,局部加热) 火焰矫正; | 释放焊接应力; 通过机械作用或热作用对变形件进行矫正。 |
实际应用分析
山东海阳核电1号机组稳压器下部支撑加固焊接,由于设计未充分考虑稳压器下部支撑的强度和稳定性,需对已就位的支撑进行加固。施工难点在于延长板的焊接,主要是延长板厚度大,变形控制难度大,安装精度要求高。为做好焊接变形控制,应从以下几个方面进行。
材料及焊接性
延长板材质为50mm的ASTM A588 GR.B高强度低合金钢,其碳当量约为0.41,具有一定的淬硬和冷裂倾向,在焊接时需要预热到121℃,最好选用低氢焊材进行焊接。
坡口设计
受现场条件影响,延长板只能加永久垫板保证焊缝的熔透性。在坡口设计时,应选用复合型坡口(根部坡口角度为45°,厚度达到1/4后,坡口角度变为25°),减少焊缝填充截面积。
变形控制措施
受现场条件影响,采用了以下几种方法进行变形控制。
预留收缩量
为保证焊接过程中延长板上预留孔不接触到地脚螺栓,需要预留4mm焊缝收缩量。
预留反变形
受地脚螺栓的影响,延长板在垂直方向上只能留8~10mm的反变形。
反变形工装
由于焊接产生的应力较大,反变形不足以满足控制要求,需要使用工装来控制变形,如图4.1所示。
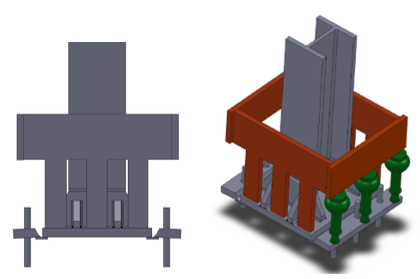
图4.1 反变形工装
调整焊接顺序
为保持工装两侧受力均匀,施工时,采用双人对称焊。在焊接过程中为保证热量分布均匀,在焊道排布上,采用分段跳焊。
焊接过程控制
为保证较小的热输入,在焊接过程中选用125A左右的电流,层间温度控制在200℃以内。在焊缝完成7/8,反变形余量为2~3mm时撤掉反变形工装上的千斤顶,使盖面焊缝自由收缩,达到最终要求。
变形控制结果
按照上述方法施工,焊接完成后,延长板水平度控制在-0.3~1mm,延长板上横向收缩约4mm,未与螺栓接触,达到设计要求,防变形措施最终有效。
结语
总体来说,焊接变形是由多方面因素导致的。在控制焊接变形时,需要从设计、施工、检查等多方面考虑,找准结构件变形形成的原因,分析预测结构件变形的趋势,加之合理、有效的控制方法,才能保证结构件的质量,提高生产效率。
参考文献
[1] 夏秋萍.钢结构焊接变形的控制[J].技术研发,2014,21(6): 80+83.
[2] 陈祝年.焊接工程师手册 第2版[M].机械工业出版社出版2009.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



