江苏联合职业技术学院无锡机电分院 214028
摘要:数控车是用电子计算机数字化信号控制的车床。其加工精度高,加工质量稳定;加工能力强,柔性程度高;加工生产率高,加工成本低;降低了劳动强度,改善了劳动条件;具有良好的经济效益。应用数控车床进行加工,可以使新工人摆脱技术上的诸多束缚,利于人才培养,适应高速发展的需要。
关键词:数控编程;编程方法;编程步骤
数控机床是一种技术密集度及自动化程度很高的机电一体化加工设备,是综合应用计算机、自动控制、自动检测及精密机械等高新技术的产物。数控机床是根据机械加工工艺的要求,使电子计算机对整个加工过程进行信息处理与控制,实现生产过程自动化,较好地解决了复杂、精密、多品种机械零件加工问题,是一种通用、灵活、高效能的自动化机床。随着数控机床的发展与普及,现代化企业对懂得数控加工技术、能进行数控加工编程的技术人才的需求不断增加。数控车床是目前使用最广泛的数控机床之一。本文就数控车床零件加工中的程序编制问题进行探讨。
一、编程方法
从分析零件图样到形成数控加工程序的全部过程叫数控编程。其内容和步骤如图
根据零件加工表面的复杂程度、数值计算的难易程度、数控机床的数量及现有编程条件等因素,数控编程分为手工编程和自动编程两种。
手工编程是指从零件图样分析、工艺处理、数据计算、编写程序单、输入程序到程序校验等各步骤,均由人工完成的编程方法。
手工编程无需计算机、编程器、编程软件等辅助设备,只需要有合格的编程人员即可。手工编程具有编程快速及时且经济的优点,但对于复杂曲面或几何形状并不复杂但程序量大的零件的编程很难胜任。手工编程比较适合批量较大、形状简单、计算方便、轮廓由直线或圆弧组成的零件的加工。
自动编程是用计算机及其外围设备并配以专用的系统处理软件进行编程。
自动编程效率高,程序正确性好。自动编程由计算机(或编程器)代替人完成复杂的坐标计算和书写程序单的工作,它可以解决许多手工编程无法完成的复杂零件编程难题,也是数控编程未来的发展趋势。但其缺点是必须有自动编程系统或编程软件。自动编程适合形状复杂零件的加工程序编制。
二、编程步骤
从分析零件图样到形成数控加工程序的全部过程叫数控编程。其内容和步骤如图1所示。
程序编制一般要经过工艺制订、数值计算、编写程序单、制备输入介质及程序校验与首件试切等主要步骤。
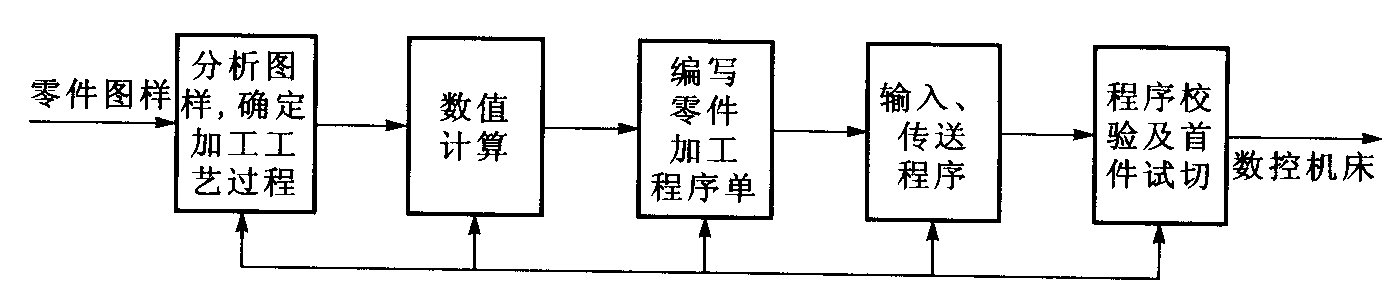
图1 数控编程的步骤
1.工艺处理
在分析零件图样要求的基础上,确定数控加工工序并选用合适的数控机床后,进行工序的详细设计,包括工件的定位与装夹、工步的划分、走刀路线的确定、刀具与切削用量的选 用、工序卡等工艺文件的编写,作为编制程序与工装准备依据。
2.数值计算
首先在零件图样上建立编程坐标系作为计算数据的基准,然后根据零件的几何尺寸及确定的走刀路线计算走刀轨迹的坐标数据,并以此作为程序刀位数据的依据。
3.编写加工程序单
根据工序卡已确定的工步与走刀顺序、刀号、切削参数、辅助操作以及计算所得出的运动轨迹坐标值,按机床规定的功能指令与程序格式编写加工程序。
4.程序输入
手工编程时,可通过数控机床的操作面板输入程序,自动编程时可以通过计算机的通信接口直接传输到数控机床的数控单元。
5.程序校验与首件试切
程序必须经过校验和试切才能正式使用。当发现有加工误差时,分析误差产生的原因,找出问题并加以修正。
三、典型实例分析
数控车床主要是加工回转体零件,典型的加工表面不外乎外圆柱、外圆锥、螺纹、圆弧面、切槽等。要加工如图2所示的零件,采用手工编程方法比较合适。以西门子802S数控系统为例,应进行如下操作。
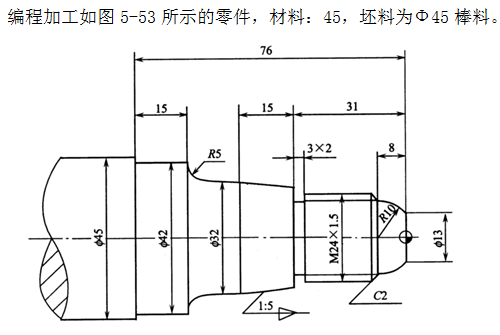
图2 典型零件加工图
1.刀具选择:
1号刀——机夹可转位粗车刀
2号刀——机夹可转位精车刀
3号刀——切槽刀,刃宽3mm
4号刀——60°螺纹车刀
2.加工步骤:
⑴棒料伸出卡盘外约100 mm,找正后夹紧
⑵用1号刀,调用LCYC95循环进行轮廓粗加工。
⑶用2号刀,调用LCYC95循环进行轮廓精加工
⑷用3号刀,加工螺纹退刀槽
⑸用4号刀,调用LCYC97循环进行螺纹加工
3.相关计算
1:5锥度小端直径=32-15×1/5=29mm
螺纹外圆加工直径:24-0.13P=24-0.13×1.5=23.805mm
螺纹牙深:0.62P=0.62×1.5=0.93mm
4.加工程序(程序原点为右端面中心点)
程 序 | 说 明 |
SKZ1.MPF N10 G54 G90 G95 G0 X80 Z100 T1D1 M3 N20 _CNAME=”L01” R105=1 R106=0.25 R108=1.5 R109=7 R110=1 R111=0.25 R112=0.1 LCYC95 N30 GO X80 Z100 M5 N40 M0 N50 T2D1 M3 N60 R105=5 LCYC95 N70 G0 X80 Z100 M5 N80 M0 N90 T3D1 M3 N100 G0 X33 Z-31 N110 G1 X21 F0.1 N120 X33 N130 G0 X80 Z100 M5 N140 M0 N150 T4D1 M3 N160 R100=23.85 R101=-8 R102=23.85 R103=-28 R104=1.5 R105=1 R106=0.1 R109=3 R110=1.5 R111=0.93 R112=0 R113=5 R114=1 LCYC97 N170 G0 X80 Z100 M5 N180 M0 N190 T3D1 M3 N200 G0 X50 Z-79 N210 G1 X0 F0.1 N220 G0 X80 Z100 M5 N230 M2 L01.SPF N10 G1 X0 Z1 N20 G1 X0 Z0 N30 G1 X13 N40 G3 X20.85 Z-8 CR=10 N50 G1 X23.85 Z-10 N60 G1 Z-31 N70 X29 N80 G1 X32 Z-46 N90 G1 Z-56 N100 G2 X42 Z-61 CR=5 N110 G1 Z-76 N120 G1 X50 N130 RET | 程序名 设定工件坐标系和换刀点,选1号刀 调用LCYC95循环调用子程序L01进行轮廓粗车 换2号刀 调用LCYC95循环调用子程序L01进行轮廓精车 换切槽刀,左刀尖为刀位点 切槽 换螺纹车刀 命名参数 调用LCYC97循环车加工螺纹 换切槽刀 零件切断 主程序结束 子程序名 子程序结束 |
四、结束语
要实现数控加工,编程是关键。本文虽然只对一例数控车床加工零件的进行了编程分析,具有一定的代表性。但由于数控车床可以加工普通车床无法加工的复杂曲面,加工精度高,质量容易保证,因此掌握数控车床的加工编程技术尤为重要。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



