中航飞机股份有限公司制造工程部 陕西西安 710077
【内容摘要】
本文简要阐述了飞机襟翼联动收放系统的设计思路和过程,机械及电气系统的特点,通过该系统的使用,在无飞机发动机提供动能的情况下,使得襟翼自动收放及检查其间隙检查成为可能。
【关键词】:襟翼 联动收放 电气系统
一、产品特征及装配顺序
某型飞机后缘襟翼采用的是螺旋作动筒操纵的三开缝滑轨式襟翼。内、外前襟翼和主襟翼的运动形式一样,均为空间螺旋运动;内、外后襟翼相对于主襟翼为定轴转动。襟翼沿内襟翼滑轨移动偏角不超过27度时,三部分襟翼(前襟翼、主襟翼和后襟翼)一起沿内襟翼滑轨运动,形成第一道翼缝;襟翼偏角超过27度时,前襟翼被先锁在内襟翼滑轨上,而主襟翼继续沿内襟翼滑轨运动,从而形成第二道翼缝;然后,后襟翼相对主襟翼沿后襟翼滑轨向后移动形成第三缝道。需要检查内襟翼在0°、27°、41°、30°时状态下各襟翼的间隙以及缝道。
二、系统功能简介
本工装用于实现襟翼的对合安装及整体联动收放。模拟飞机飞行时的运动姿态,检验襟翼在飞机起飞、降落和检查时的各个状态,即内襟翼沿滑轨展开到27°、41°、30°时各襟翼之间的缝隙。
飞机原有的襟翼运动是由飞机发动机提供的动能,结构复杂系统庞大,无法在上架安装前对襟翼进行检查,而襟翼的装配精度与设计精度的误差直接影响飞机飞行的安全性能,因此对襟翼特别是三折叠襟翼的装配完成后,对装配精度检验是非常必要的一个环节。
三、联动收放运动轨迹
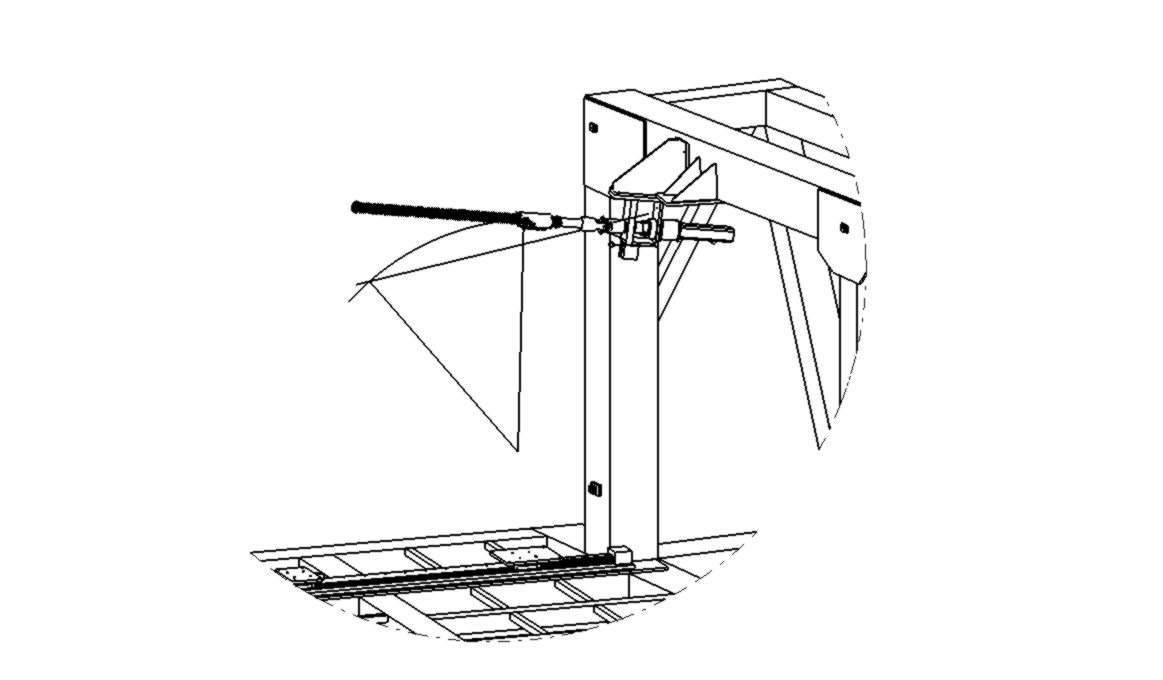
图1.运动过程示意图
如图1中定位组件处于原点位置,进行与产品的定位,装配完毕后,定位组件带动内外襟翼运行图中的运动轨迹,并分别在 0°,27°,30°,41°位置处停止,最后返回原点。经过拟合计算,运动到27°时丝母行程约为556mm,运动到30°时丝母行程约为589mm,运动到41°时丝母行程约为625mm,其中0°定位以及重复定位即丝母位置精度约为±0.1mm,27°,30°,41°定位精度即丝母位置精度约为±0.5mm。
四、系统设计方案
1. 系统机械设计
图2.操纵系统机械结构
结合实际要求及现有条件,设计方案如图2所示。在内襟翼左右位置分别设有两套上图中的机构。从左到右,电机为整个系统提供动力;减速机为了降低电机的转速(调速);联轴器连接减速机与连接轴;连接角座是为了将整套系统固定在型架上;角座是为了整体可从型架上拆卸; 两个螺母是为了拧紧圆锥滚子轴承;一对圆锥滚子轴承是为了承受一对方向相反的轴向力;万向节连接丝杠和连接轴,中心的十字轴承作为轴心,整体系统运动时绕着轴心转动;丝杠为运动提供行程;丝母,过渡接头连接操纵接头,将动力传送到内襟翼上。
2. 操纵系统电气设计
两套控制系统需要同步,其运动同步性和定位位置是由电气系统进行控制的。
同步方案:两台伺服电机中一台作为主运动轴,另一台电机驱动作为从动轴跟踪主轴进行同步。
定位控制:内襟翼在工装上的定位姿态被设定为零位,内襟翼沿弧形滑轨运动,当运动到飞机起飞状态(27°)、降落状态(41°)及检验状态(30°)时,与飞机滑轮架相连的丝母在滚珠丝杠上也移动了相应的距离,通过控制系统的编码器可测量其位移数值(直线移动距离)并反馈给控制系统,由控制系统对定位位置进行精确控制。
平稳运动测量:如果内襟翼在安装中有其他问题使机构在运动中有卡死现象时,会造成电机扭矩增大,扭力值可通过电气系统进行测量并控制。
控制原理:本控制系统采用半闭环控制,应用电机尾端的增量式编码器作为位置反馈和速度反馈的数据进行控制。PLC作为逻辑控制,控制驱动器启动、停止及电机的运转方向;控制各种按钮的输入和运行指示灯。伺服驱动器内部有编程系统,控制电机的速度和运行位置,参数可由程序设定。通过检测电机扭力值的变化控制机构的扭力限位。拉线开关作为系统运动的二次限位保护,反馈一个增量式编码器信号,输入至PLC控制器中,进行位置反馈。
五、主要成品选型计算
1.滚珠丝杆选型
参考原产品中的类似动力系统,其丝杠的长度,强度,导程都满足其运动轨迹要求,所以选取同样规格的滚珠丝杠,丝母按照产品形状补加工。滚珠丝杠的导程为10mm,直径为50mm,丝杠长度为1392mm。
2.伺服电机选型
因为操纵系统运动为圆弧轨迹运动,如果详细计算,就成为了一个很复杂的过程,而且就工程应用方面,精确计算也没有实际应用所以,为了将计算简单化,我们粗略的将这个圆弧运动简化成了一个直线运动。
计算过程如下:
根据公式: Ta=(F+µmg)·I·10-3/2∏η (N.M)
F 为外加载荷,在这里可忽略
m为最大载荷,内襟翼的重量为1500kg
µ 为综合摩擦系数,一般情况取0.1,但是这个运动存在着斜坡上的拉力,所以µ取最大为1
I为丝杠的导程,是10mm
η为滚珠丝杠和滑动效率 ,取η为0.9
那么 Ta=(1X1500X9.8)X10X10-3/2X3.14X0.9=26 (N.M)
考虑到安装精度,加速转矩及其它综合因素,最终丝杠需求转矩取Ta的2.5倍,那么Tmax= TaX2.5=26X2.5=65(N.M)
3.减速机选型
电机的额定速度是3000r/min,也就是50r/s
丝杠行程约为0.9m,时间约为30s(可调整),丝杠的导程为10mm,
那么丝杠的转速约为:0.9/(30X0.01)=3 r/s
A=50/3=16.8,为了取减速比为整数,可以相应的减少时间。
取减速比A=50X5=10,那么丝杠的速度为5 r/s,需要的时间为18s,同样符合要求。
六、总结
通过对襟翼对合安装及开缝实验操纵系统的设计,实践了很多装配及机械自动化设计方面的知识。在满足使用要求的前提下,参考飞机产品中内襟翼的运动机构,应用由驱动电机和滚珠丝杠组成的驱动机构代替飞机的发动机提供的动能,简化了原产品中变角减速器,连接轴等一套复杂的链接机构。以此模拟襟翼在飞行和降落时的运动状态,以便检验襟翼的运动灵活性及安装公差,用以替代原有飞机的动力结构,使检测更为方便,减少了人工操作的误差。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



