山东职业学院 山东济南 250104
摘要:精益化组装是铁路客车车辆降本、提质、增效的关键,本文介绍了一种铁路客车制动系统精益化组装工艺。为了改善传统车辆制动系统组装效率低的现状,对传统车辆制动系统组装工艺进行了分析研究,运用精益化思想,完成了传统铁路客车制动系统组装工艺升级。
关键词:制动系统;组装;精益化;
Study on lean assembly process of brake system for railway passenger cars
Wan Kaihua
(The Technology Department)
Abstract: Lean assembly is the key to reducing the cost, improving quality and increasing efficiency of railway passenger cars,This paper introduces a lean assembly process for braking system of railway passenger cars.In order to improve the low efficiency of traditional vehicle braking system,The assembly process of traditional vehicle braking system is analyzed and studied,Lean thinking,Completed the traditional railway passenger car brake system assembly process upgrading.
Key words: braking system, Assemble, Lean
制动系统作为保障铁路客车车辆的重要组成部分,其稳定性与可靠性决定了铁路客车车辆能否安全、准点运行。因此改善和提高制动系统组装工艺,一直是铁路客车车辆工艺研究的重点。为了应对日益激烈的市场化环境,本文引入精益化组装理念,精益化组装能够优化组装工艺布局,提高组装效率,实现柔性化生产布局。
1 背景
铁路客车车辆一般采用104/F8制动机制动,制动管阀与制动管路作为空气的传输通道,需要保证具有良好的气密性与安全性。制动管阀种类繁多、制动管路尺寸形状不统一,制约着传统制动系统组装方法。通过前期调研发现,企业现有的制动中心、制动管阀组装、制动管路加工以无法满足生产需要。
制动中心主要用于铁路客车空气制动装置的检修,包括分解、清洗、检修、组装、试验等流程。当前制动中心受空间所限等原因,存在以下问题:① 工序布局不合理,工序在楼上楼下穿插作业,影响生产周期。② 现有检修场地饱和,无法增加新产品检修区域,检修范围受限;且不能满足公司发展新产品试验规划需求。
制动管阀组装时,由于车辆种类繁多,且同时检修十几辆车,容易出现管路与管阀混装现象,导致车辆漏泄的概率增大。
制动管路加工时存在着严重的浪费现象,二次利用管路利用率低。另外,有些复杂管路无法自身加工,需要通过外协厂家加工,严重制约了车辆生产节拍。
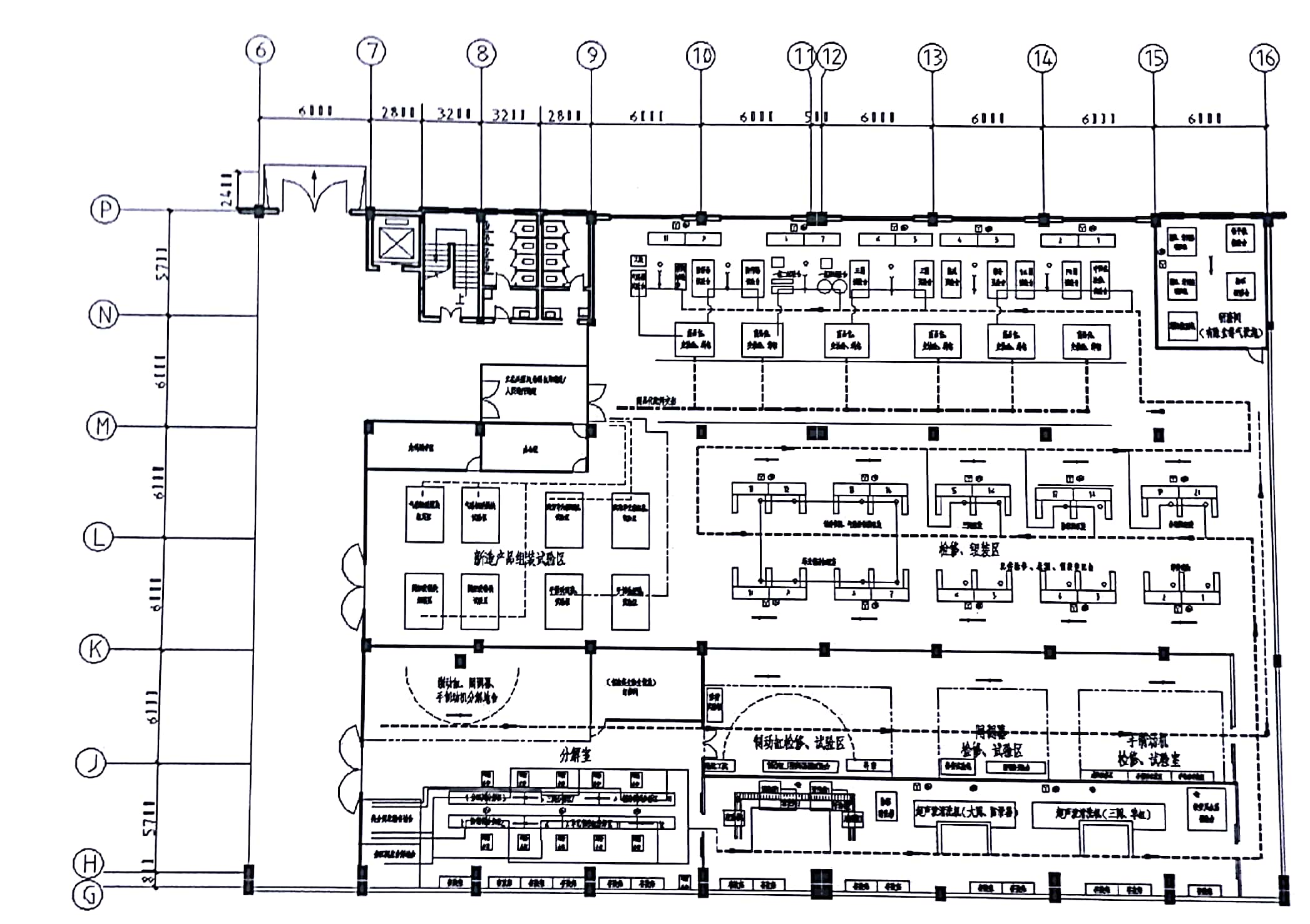
2 制动中心精益模块化工艺提升方案
为进一步提升制动中心产品产能及业务范围、明确各部位工艺流程、提升对制动配件检修的工艺指导能力及质量控制能力、扩展制动配件检修范围,现对制动中心进行重新规划布局。
2.1 精益化
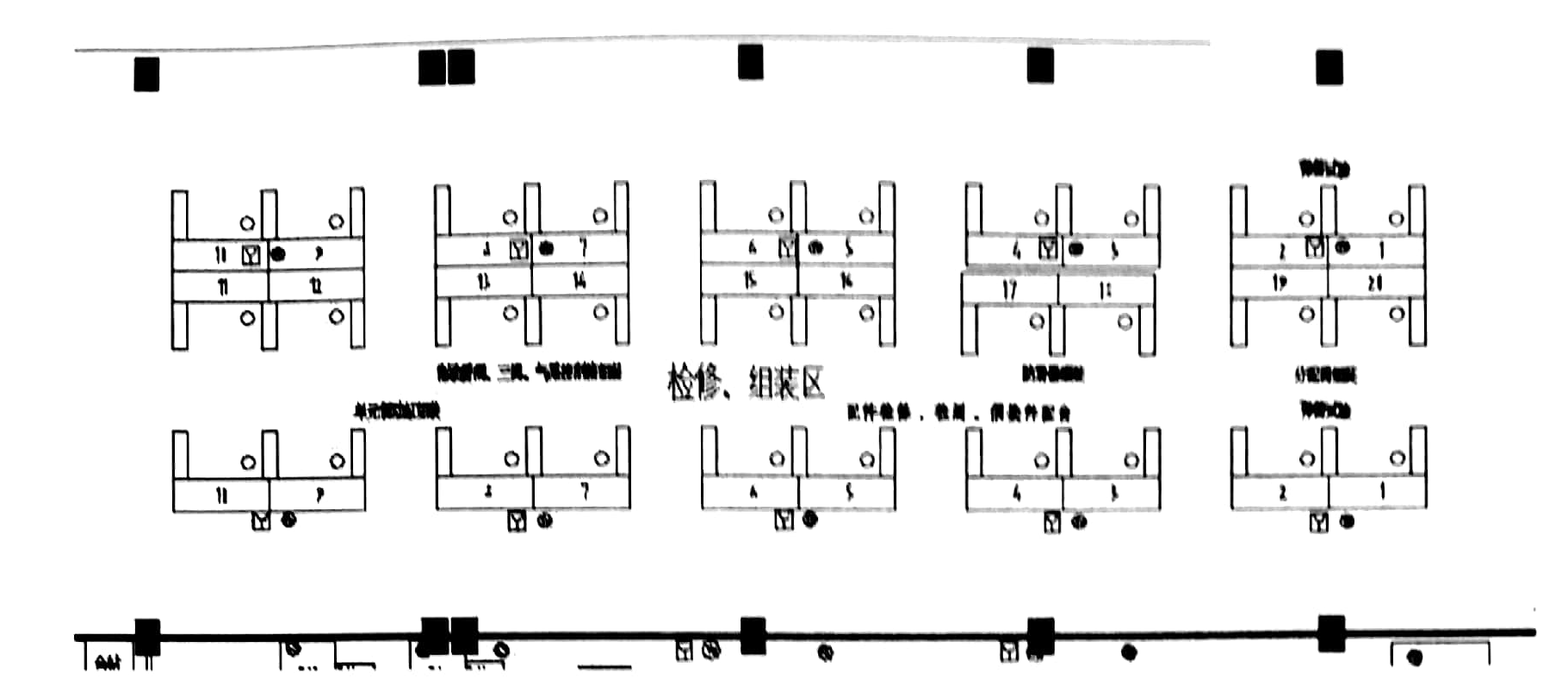
精益化工艺布局:按照产品工序划分作业工区,实现混合工位作业,提升产能,实现物流流与工艺流的统一。能够在完成制动中心既有产品检修作业的基础上,在不改变布局情况下满足相同或相似工艺流程、且配件尺寸及重量不超过设计规划(800×600×500mm,单件不超过200kg)的新造或其它产品的制造、检修作业,实现精益化工艺布局。
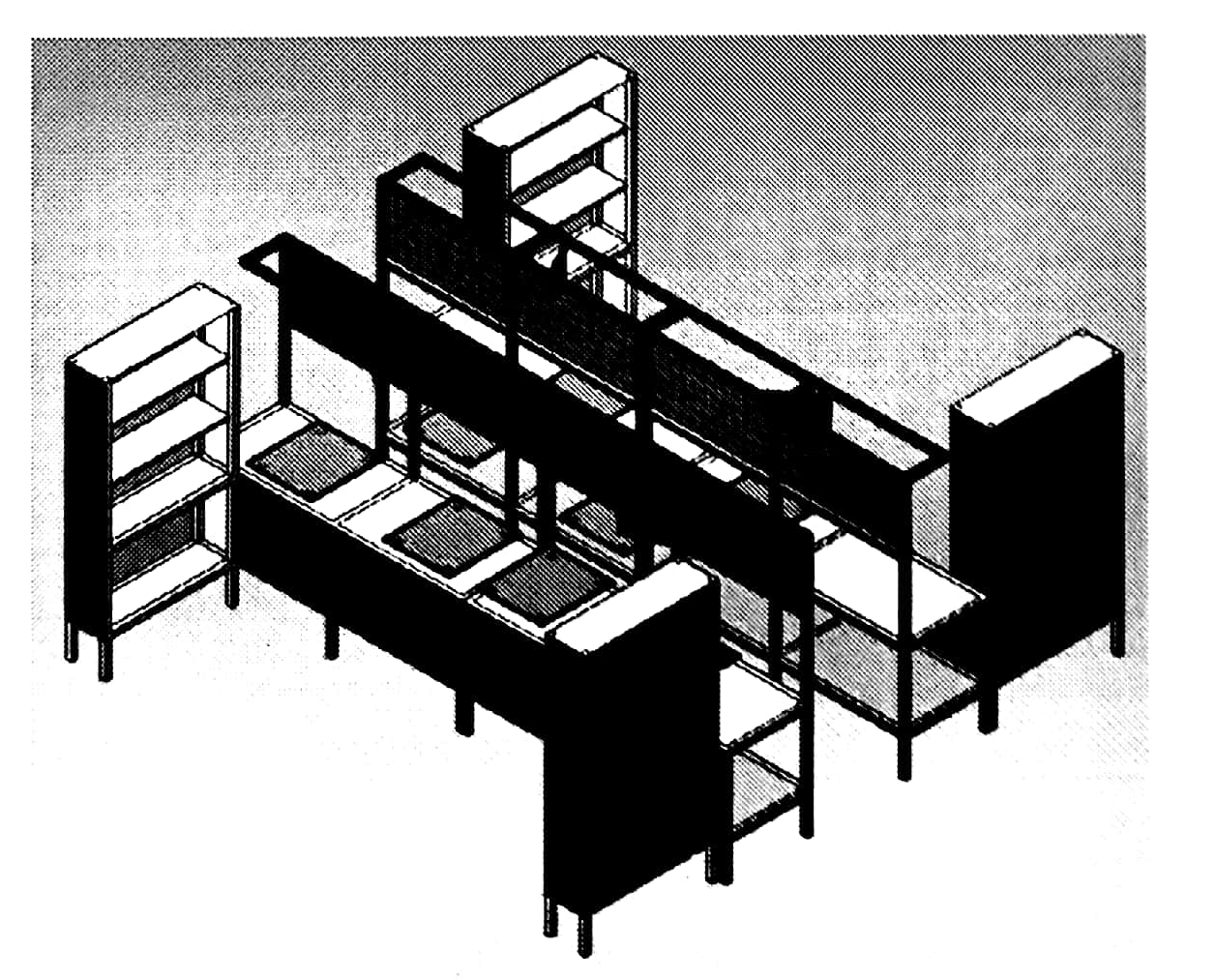
2.2 模块化
新工作台采用模块化设计,具有可移植性,在现有场地下实现可拓展性,便于扩增产能。扩增后增加了10个工作台位
新工艺布局将工作台设计成立体仓储模式,在保证工作台有效工作面积情况下,增加与工作台同等面积的仓储缓存空间,有效解决来料缓存与工作台面共用平面空间问题。
3 制动管阀精益化组装工艺方案
结合精益理念对管阀组装施行配台组装,保证车辆“原汁原味”。
管路配台组装:车辆管路安装工序前要求整车制动管路配台完成,确认管路无质量后进行组装,确保管路组装质量。

制动中心检修完成的制动管阀,在制动中心统一配台后发往班组。管阀配台组装:车辆管阀安装工序前,每辆车所需的管阀已配台完成,车辆与其管阀是一一对应,避免车辆管阀出现混装现象,保证了入厂车辆的“原汁原味”。

4 制动管路精益化加工工艺方案
成立管路加工中心定置于固定位置,增加下料、割丝、弯管等加工设备,提升管路加工质量,对报废不锈钢管进行二次利用,提升制动管路利用率,节省费用。
5 结论
制动中心新规划布局后,产能可由3辆/天提升到3.5辆/天,同时优化了人员配置,实现减员增效。
管路的二次利用与管路配台,不仅可以降低成本,更有利于班组安装制动管的安装效率。
参考文献
[1] 胡守东.铁路货车空气制动系统制造工艺的优化研究[J].大连交通大学学报(工学版),2009
[2] 单凯.轨道车辆制动系统装配工艺研究[J].西南交通大学学报,2014
[3] 敖平.地铁车辆制动管路数字化组装工艺研究[J].工程技术,2010
[4] JIim womark Dane John. 《精益思想》.
4

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



