中车青岛四方机车车辆股份有限公司 山东青岛 266000
摘要:本文简述了CRH2/380型动车组侧拉门门芯窗密封胶与隔热膜检修存在的问题,通过分析施工工艺及流程,使用新型工具进行施工作业,避免了损伤隔热膜问题的发生,提高了生产效率,降低了检修成本。
关键词:
动车组检修 侧拉门 密封胶
1 检修现状
根据工艺]要求,需要对侧拉门门芯窗密封胶进行状态检修并对破损的密封胶切除重新涂打,实际操作过程中,需借助壁纸刀切除原有不良密封胶,由于门芯窗密封胶与隔热膜距离过近,在割除门芯玻璃接触面的密封胶时,壁纸刀会割伤贴在玻璃上的门芯窗隔热膜,如图1、图2所示,门芯窗密封胶更换的同时也需要更换隔热膜,引起次生故障,增加了检修修时及成本。



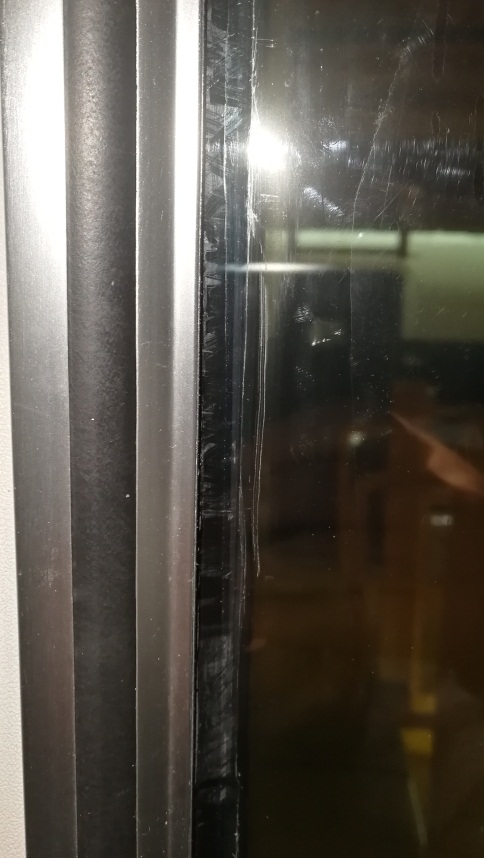
图1 清胶易划伤贴膜 图2 隔热膜表面出现划痕
2原因及工艺分析
2.1原因分析
通过施工过程跟踪可以发现,侧拉门门芯窗密封胶多由于手指抓伤,表面有明显抓痕,但隔热膜状态较好,损坏率很低,但切除不良密封胶的施工过程中,需要从两个方向切除密封胶,其一方向为沿车窗铝框方向切除,其二为沿玻璃平面方向切除,实际操作过程中,其一方向施工难度小,容易操作,见图3;其二方向施工难度较大,难以控制切除不良密封胶的同时不割伤隔热膜,见图4。
总结施工困难原因为:1.原有粘贴的隔热膜造成了施工阻碍;2. 沿玻璃平面方向施工难度较大。

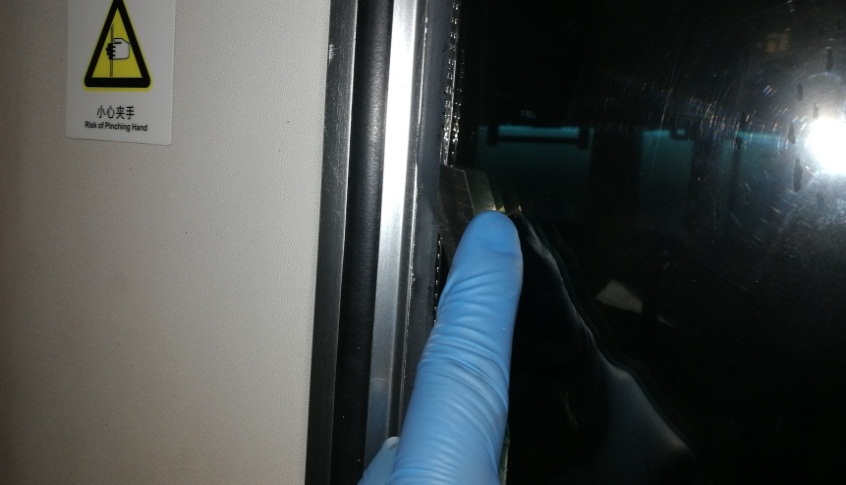
图3 沿车窗铝框方向施工 图4沿玻璃平面方向施工
2.2 工艺流程分析
针对侧拉门门芯窗密封胶与隔热膜施工的先后顺序进行分析,论证工艺流程的合理性:
2.2.1隔热膜不良,已去除
2.2.1.1先粘贴隔热膜,再涂打门芯窗密封胶
存在问题:
若门芯窗旧密封胶未清理,先粘贴隔热膜后清除旧密封胶易损坏隔热膜;
若门芯窗旧密封胶先清理,再粘贴隔热膜,然后涂打门芯窗密封胶,防护胶带与隔热膜、隔热膜与玻璃粘贴附着力低,揭除防护容易粘起隔热膜。
故此流程不推荐。
2.2.1.2先涂打门芯窗密封胶,再粘贴隔热膜
玻璃未贴膜时,用壁纸刀清除旧密封胶,玻璃表面、铝框表面粘贴光面胶带防护,涂打密封胶,揭除光面胶带后修整平滑,待胶干燥后贴隔热膜。
存在问题:隔热膜贴完后需要用壁纸刀修整,存在割伤密封胶的风险。
2.2.2旧隔热膜良好,仅涂打门芯窗密封胶
用壁纸刀清除旧密封胶,旧隔热膜表面、铝框表面粘贴光面胶带防护,涂打密封胶,揭除光面胶带后修整平滑。
存在问题:粘贴有隔热膜的门芯窗清胶时隔热膜容易被割伤。
解决措施:
针对2.2.1.2修整隔热膜时应谨慎施工,或使用专用刀具修整隔热膜。
针对2.2.2清理密封胶时使用专用刀具清胶。
结论:通过论证,最佳施工流程应该先进行密封胶修复,再进行隔热膜粘贴。现有车辆隔热膜状态不良的,应该揭除隔热膜,先修复密封胶,再粘贴隔热膜;隔热膜状态良好的,应该对密封胶清理工具进行专项攻关,保证清除密封胶的同时,不伤及隔热膜。
3施工方法改进
通过现车施工调研,发现造成隔热膜频繁损坏的原因是,壁纸刀要清除密封胶,必须有个弯曲形变与玻璃表面密贴,刀尖清除密封胶的同时造成隔热膜被割伤,如图5圈内所示。

图5 施工问题原理
通过引进新工具(如图6所示),新工具的刀头为V型结构,两边开刃,使用时将V型顶角与门芯窗密封胶紧贴,沿门芯窗铝框拉动或推动,可以有效的清除密封胶,同时不会割伤隔热膜,同时另一端的塑胶铲(见图7)的设计可直接与隔热膜接触,进行玻璃表面密封胶残胶的二次清理,相比传统方式的壁纸刀而言,有效防止划伤隔热膜,节省了隔热膜损坏更换的成本及作业时间。
图6新工具实物图 图7 塑料铲结构
4效果综述
4.1工具验证
选取1列五级修CRH2型动车组进行效果验证,清理全列26块中状态不良的20块进行清除试验,试验效果良好,如图8、图9所示。




下拉除胶
上推除胶



图8 密封胶清理第一步 图9 密封胶清理第二步
4.2经济效益
根据月产量、贴膜成本及时间计算,每标准组(8辆)共26块玻璃,改善施工方法与原施工方法对比,成本节约11.232万元,贴膜节约时间93.6h。对缩短施工时间,提高生产质量,保证生产计划有着重要的作用。
5结束语
通过深入研究侧拉门门芯窗密封胶与隔热膜施工的工艺流程,发现施工过程中的难点,针对性的改善了施工工具,优化施工流程,减少检修次生问题发生,避免不必要的成本浪费,保证了动车检修过程中的计划的兑现,对动车组检修有着重要的意义。
1 / 1

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



